Re: KISSlicer
So reset my suck and prime to 2 equal. I upped my retraction speed to 100 and it still will not completely prime. If I up the prime to double the suck, I can get it to prime again most of the time. except on very small paths. Like around small screw holes. The first inside, as inside the part, loop will not completly extrude and the outer part of the loop is fine. the results in the small circles being detached from the sparse infill.
Here is my prefix gcode
M107
G21; set mm units
G28 ;home all axis
G90; set absolute coordinates
G92 E0; reset extruder distance
M104 S200; set extruder temp and start heating
G1 Z5 F300 ;move platform down 5mm
G1 X195 Y195 F3000 ; move to back right corner
M109 S200; wait for extruder temp to be reached
G1 Z.3000 F200 ;move platform close to nozzle
;G1 E7; extrude anchor
G1 F3000; center print head
G92 E0; reset extrusion distance
G90 ; use absolute coordinates
G21 ; set units to millimeters
G92 E0
M82 ; use absolute distances for extrusion
G1 F4500.000 E-1.00000
G92 E0
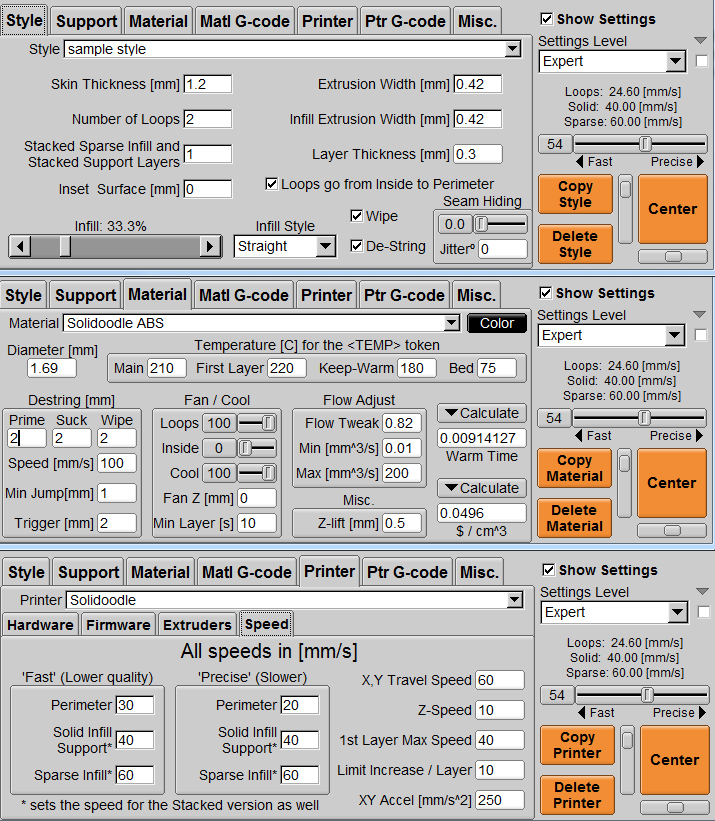
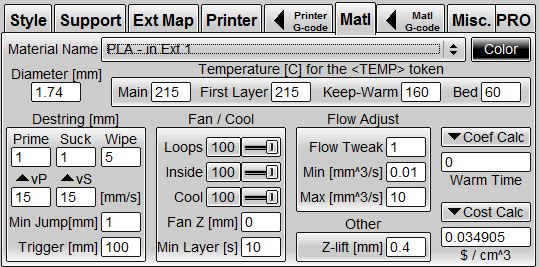
;G1 Z0.300 F3600.000And a screen shot of what I blieve are the most important settings.
Edit: Got some advice on the kisslicer forum, may have my retract speed set too high. will try changing it this evening.