Topic: Horizontal Perimeter Failing
Swapped over to some new black filament (not ordered from SD). Did some calibration prints to set the Extrustion Multiplier. All looked good, 0.42mm wall width.
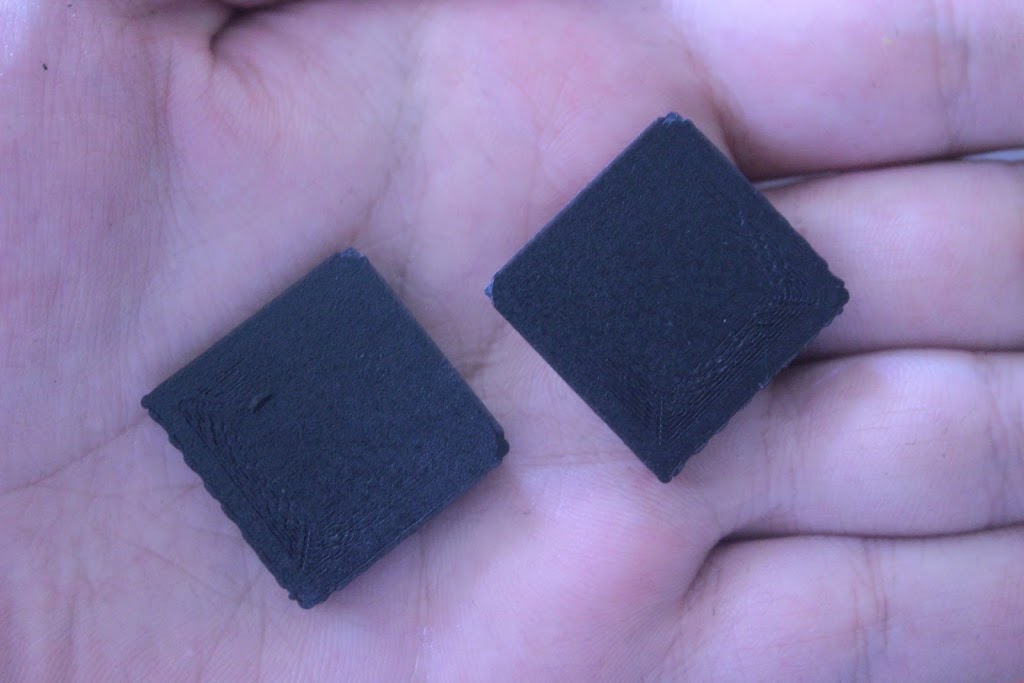
Started to print quite a large item at 0.1mm (using the SD provided profile, it has worked well for me so far), but when it flattened out to the top, it did not do a very good job on the top 3 horizontal perimeters on the flat, this is what it looks like:

On the first (lowest) perimeter on the flat, it was barely extruding any plastic. Is this due to a too low Bridge flow ratio? I did a smaller test print of just a signature plaque at 0.3mm and it was perfect.
Also at Brad or someone with enough power. Perhaps making a dedicated Print Help/Improvement forum would be great. And could be used to help collect print tips, or examples of what to do in certain cases.