Topic: Simplify 3d question
how to i set ABS to always print at 241° instead of 230°
Thanks
Dale
Ultimaker S3.
You are not logged in. Please login or register.
SoliForum - 3D Printing Community → Software & Firmware → Simplify 3d question

how to i set ABS to always print at 241° instead of 230°
Thanks
Dale
how to i set ABS to always print at 241° instead of 230°
Thanks
Dale
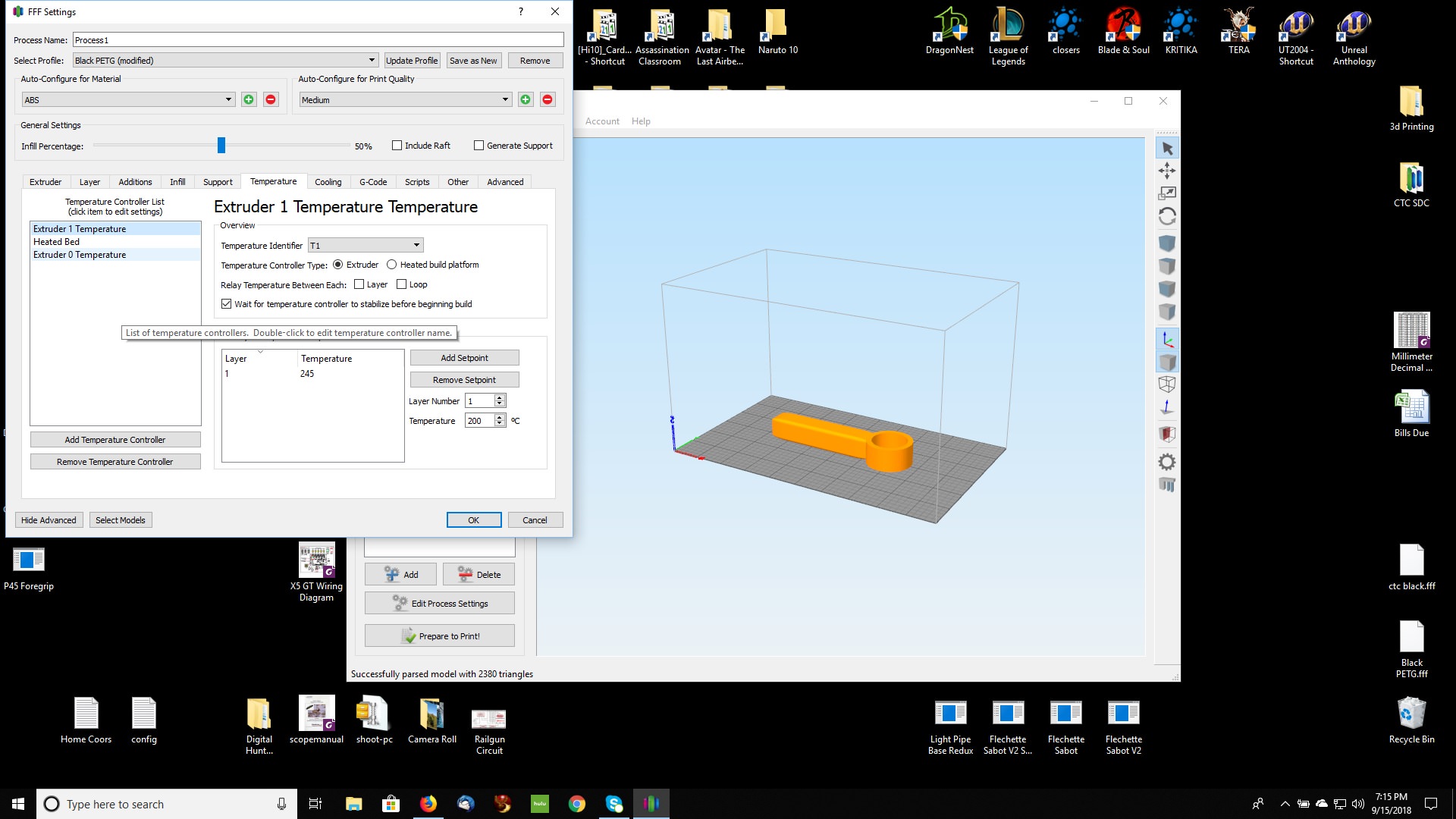
If you have your temp set for 241 in the extruder temp setting and it is the correct tool then there is a setting in your start gcode that is changing it. What is your START gcode under the scripts tab?
Carl here is my start G code
where do I put the 241° at.
for each extruder.
; **** Replicator 2X start.gcode ****
M73 P0 ; Enable build progress
G162 X Y F3000 ; Home XY maximum
G161 Z F1200 ; Home Z minimum
G92 Z-5 ; Set Z to -5
G1 Z0 ; Move Z to 0
G161 Z F100 ; Home Z slowly
M132 X Y Z A B ; Recall home offsets
M135 T0 ; Load right extruder offsets
G1 X-130 Y-75 Z30 F9000 ; Move to wait position off table
G130 X20 Y20 Z20 A20 B20 ; Lower stepper Vrefs while heating
M126 S[fan_speed_pwm] ; Set fan speed
M140 S[bed0_temperature] T0 ; Heat buildplate
M134 T0 ; Stabilize bed temperature
M104 S[extruder0_temperature] T0 ; Heat right extruder
M104 S[extruder1_temperature] T1 ; Heat left extruder
M133 T0 ; Stabilize right extruder temperature
M133 T1 ; Stabilize left extruder temperature
G130 X127 Y127 Z40 A127 B127 ; Default stepper Vrefs
G92 A0 B0 ; Zero extruders
G1 X100 Y-70 F9000 ; Move to front right corner of bed
G1 Z0.3 F6000 ; Move down to purge
G1 X-90 Y-70 E24 F2000 ; Extrude a line of filament across the front edge of the bed
G1 X-100 Y-70 F180 ; Wait for ooze
G1 X-110 Y-70 F5000 ; Fast wipe
G1 Z0.5 F100 ; Lift
G92 A0 B0 ; Zero extruders
M135 T1 ; Load left extruder offsets
G1 X-100 Y-65 F9000 ; Move to front left corner of bed
G1 Z0.3 F6000 ; Move down to purge
G1 X90 Y-65 E24 F2000 ; Extrude a line of filament across the front edge of the bed
G1 X100 Y-65 F180 ; Wait for ooze
G1 X110 Y-65 F5000 ; Fast wipe
G1 Z1 F100 ; Lift
G92 A0 B0 ; Zero extruders
M73 P1 ;@body (notify GPX body has started)
; **** end of start.gcode ****
Carl here is my start G code
where do I put the 241° at.
for each extruder.; **** Replicator 2X start.gcode ****
M73 P0 ; Enable build progress
G162 X Y F3000 ; Home XY maximum
G161 Z F1200 ; Home Z minimum
G92 Z-5 ; Set Z to -5
G1 Z0 ; Move Z to 0
G161 Z F100 ; Home Z slowly
M132 X Y Z A B ; Recall home offsets
M135 T0 ; Load right extruder offsets
G1 X-130 Y-75 Z30 F9000 ; Move to wait position off table
G130 X20 Y20 Z20 A20 B20 ; Lower stepper Vrefs while heating
M126 S[fan_speed_pwm] ; Set fan speed
M140 S[bed0_temperature] T0 ; Heat buildplate
M134 T0 ; Stabilize bed temperature
M104 S[extruder0_temperature] T0 ; Heat right extruder
M104 S[extruder1_temperature] T1 ; Heat left extruder
M133 T0 ; Stabilize right extruder temperature
M133 T1 ; Stabilize left extruder temperature
G130 X127 Y127 Z40 A127 B127 ; Default stepper Vrefs
G92 A0 B0 ; Zero extruders
G1 X100 Y-70 F9000 ; Move to front right corner of bed
G1 Z0.3 F6000 ; Move down to purge
G1 X-90 Y-70 E24 F2000 ; Extrude a line of filament across the front edge of the bed
G1 X-100 Y-70 F180 ; Wait for ooze
G1 X-110 Y-70 F5000 ; Fast wipe
G1 Z0.5 F100 ; Lift
G92 A0 B0 ; Zero extruders
M135 T1 ; Load left extruder offsets
G1 X-100 Y-65 F9000 ; Move to front left corner of bed
G1 Z0.3 F6000 ; Move down to purge
G1 X90 Y-65 E24 F2000 ; Extrude a line of filament across the front edge of the bed
G1 X100 Y-65 F180 ; Wait for ooze
G1 X110 Y-65 F5000 ; Fast wipe
G1 Z1 F100 ; Lift
G92 A0 B0 ; Zero extruders
M73 P1 ;@body (notify GPX body has started)
; **** end of start.gcode ****
Damn that is one hell of a start.. Mine only has like three maybe four lines.
The issue are these two lines..
M104 S[extruder0_temperature] T0 ; Heat right extruder
M104 S[extruder1_temperature] T1 ; Heat left extruder
Are these both set in this window?
Yes but it still dies not print 241 after the first layer.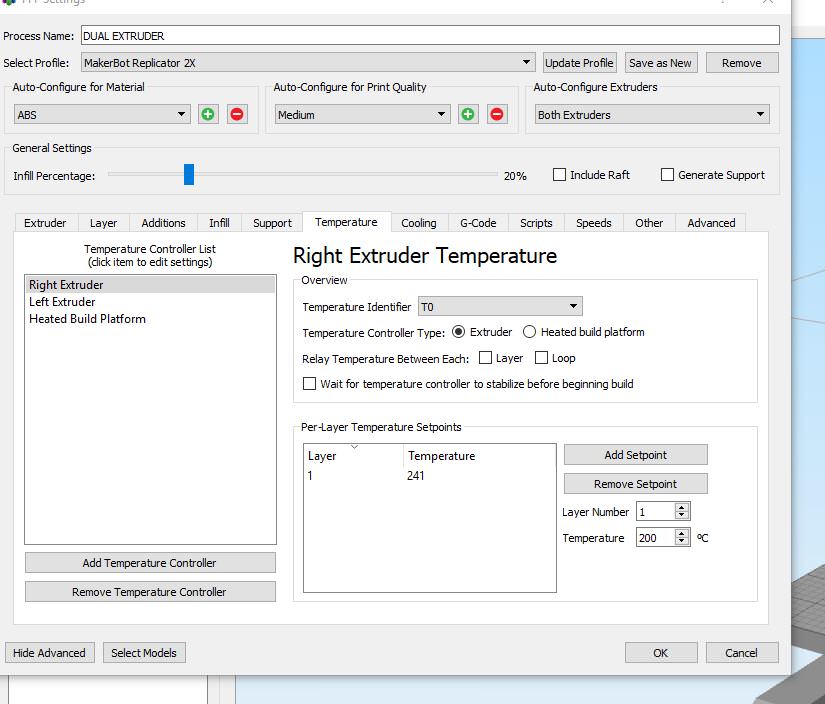

I don't even know if mine is doing what I ask, so it is dependent on the software and what it has as its defaults.
I notice that the software tends to over ride what is asked of it in favour of defaults, IDK if that my particular frankenstein-i3 or marlin in general following orders from the driver software.
Try another interface, see if that helps.
with a Makerbot printer the stock software is a POS so i am using Simplify 3D which so far has been better up until this point. the printer is closed source so their is not much i can do. (Not replacing board as long as it is working.)
found it and got it straightened out
'Thanks
Dale
SoliForum - 3D Printing Community → Software & Firmware → Simplify 3d question
Powered by PunBB, supported by Informer Technologies, Inc.