Topic: [ABS] - PA-747
Resin: PA-747 Opaque Purple.
Where I bought it: Ebay for just under $3 a pound shipped, with color already in it. The seller also included several packets of colorant (he didn't mention it in his listing so it was just a nice surprise), but even the black didn't change the tint of the extruded filament a noticeable amount.
Here it is after drying, and placing it in a Ziplock vacuum bag ($4 for the vacuum pump on Amazon, and $3-4 for an 8 pack of gallon size bags at the grocery store).

Setup: I have a stock, horizontal Filastruder, that I assembled about a week ago. With this being one of the first materials I used, I'd consider this a good starter resin since I started having usable results right away.

Here it is extruding:
Filament Results: At 194C I get filament between 1.68mm to 1.8mm. At first I thought it was coming in at 1.70mm but then I found one small spot where it went to 1.68mm. That is 0.05mm to 0.06mm. I don't have a winder yet, so it's pretty close to the stated +/-0.05mm for ABS. Considering this is right after I first get the machine, and have little prior experience that's pretty good. I did have problems winding it - it forms a perfect circle as it is extruded, but it REALLY wants to twist on itself as I try to put it on a spool, and then starts turning stressed white as I try to untwist it.

Print Results: I leave my slicer at 1.75mm and 100% extrusion multiplier, then I print a single wall cube. I measure the 4 walls of the cube from the top (the bottom can be affected by how close your first layer is to the bed), average the results, take the extrusion width from the slicer (for a .4mm nozzle that is .48mm), and divide by whatever result I got. Eg, if the walls average 0.52mm I divide .48 by .52 for a result of .923, I then change my extrusion multiplier to 92%. I keep the gcode for the single wall print on the printer, so this is a much quicker way to calibrate for each roll of filament rather than measuring esteps and filament diameter for every run of filament I do.
Here are new middle parts I printed for my Mostly Printed CNC:

Very even top layers (no over extrusion), very even sides (no z ribbing). Very strong, I was printing with Verbatim ABS before, and it wasn't nearly as rigid and would break under screw stress quicker. I suspect it was because I didn't keep the Verbatim ABS filament as dry as I should have. Even ABS appears to be greatly affected by humidity - I had to turn the Filastruder off before a run was done and leave because of a storm rolling in, and overnight the pellets had absorbed so much moisture it was causing rough filament that you could feel and see was affected by the humidity the next day.
Here I'm printing new Z nut holders(also for MP CNC) on an E3D BigBox: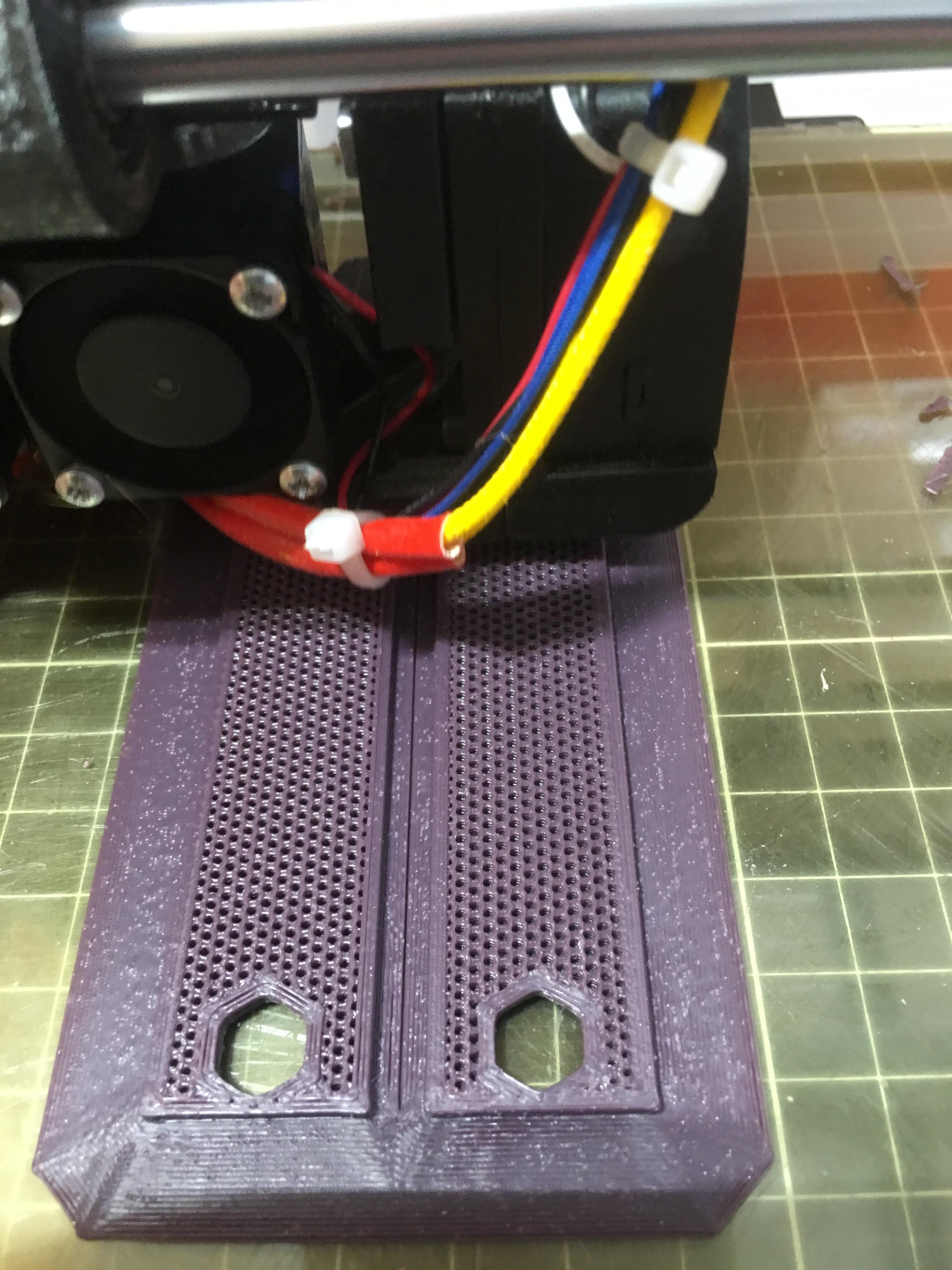
As mentioned before - definitely make sure it is dry before extruding. It absorbs humidity very quickly. It's some of the strongest ABS I've seen once printed, albeit that might be because it's so dry (since it's so fresh) compared to filament that has been exposed to humidity. It is some of the worst smelling ABS I've ever dealt with - make sure your Filastruder is in a ventilated area really applies here. The prints though look amazing to me - look how detailed the honeycomb infill is on the nut holder, or how the top of the middle parts I printed are almost perfectly flat. I print with a brim, and get much better bed adhesion to a PEI sheet than I did with my Verbatim ABS.