Topic: [ABS] Lustran 248
Resin: ABS Lustran 248
Equipment used: Filastruder #1956 ver 1.6 with 2.0 motor and melt filter, full barrrel insulation, vertical mount with Filawinder. Beverage straws were placed over the PTFE tubing was on the laser sensor to guide the filament better. Printer is DaVinci 1.0 with custom firmware, Bowden carriage, heated glass bed, and E3D hotend.
DETAILS:
Tip Diameter: 1.6 mm
Extruded temperature: 195°C
Speed of extrusion: 9.5" / min
Filament diameter and tolerance: 1.73mm +/- .04
Pre-extrusion processing: Food dehydrator for 4 hours.
Extruded vs purchased: Smooth and consistent finish on the extruded filament. Not brittle at all. Comparable to better purchased filaments.
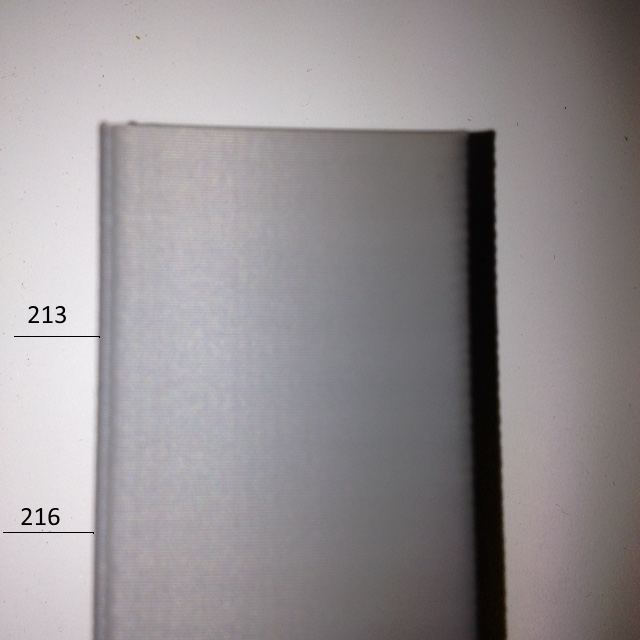
Printing: All printing was performed on a 90 degree bed with sugar/water coating. Adhesion was fine, no warping and prints easily released when cooled. The single-wall 100mm column was printed at temperatures from 240 to 213C (temp decreased 3 degrees/10mm) and .01mm layer height. Layer adhesion was excellent throughout, however there was some deformation at one corner at the highest temperature.
COMMENTS:
- This material was purchased from an E-bay seller in Missouri (Carl’s Industrial Salvage). I received this as part of an assortment of materials that I wanted to test, but this specific product is available from $2.40 to $7.50/lb shipped in amounts from 1-20 lbs. The pellets were in a zip lock bag. The pellets are consistently sized, 1mm x 2mm nuggets (similar to popcorn kernels, see pics 3-5).
- Extrusion was performed at 195C and resulted in 9.5”/minute with an average diameter of 1.73mm. I measured at approximately 1 foot intervals over a 10 foot section after PID tuning and with the Filawinder running smoothly. I have approximately 2.8 feet vertical drop in my setup. I also covered the top half of the fan (closest to nozzle, see pic 2). I did this because I was having issues getting the diameter below 1.85 even at the elevated temperatures. My particular setup doesn’t allow me to increase the vertical drop which I believe would be preferable to higher temps/reduced cooling. Based on the material properties for this polymer, I expected lower extrusion rates, however I wasn’t expecting to have so much difficulty getting the diameter within the 1.75 range. At 186C, I was able to extrude the filament, but the diameter was above 2.0.
- The extruded filament is grey which I found surprising since the raw pellets are kind of yellowish pearl white. Picture 5 shows a comparison between the filament color and the raw pellets. I don’t know if this was due to something inside my Filastruder barrel but the color was consistent for the entire roll. After extruding the Lustran, I ran MG 94 through and the color changed from gray to light gray, I then dropped temperature down to 185C and the color continued to lighten to the somewhat translucent white of MG 94 within about 10 meters so I’m not exactly sure what caused the gray color.
- The printed column is 100mm tall with 25mm sides. Layer adhesion was consistently good throughout the temperature range. See pictures 8 and 9 for detail shots at the 240C and 213C temps.
Pic 1: My setup.
Pic 2: Fan modification.
Pic 3: Raw pellets.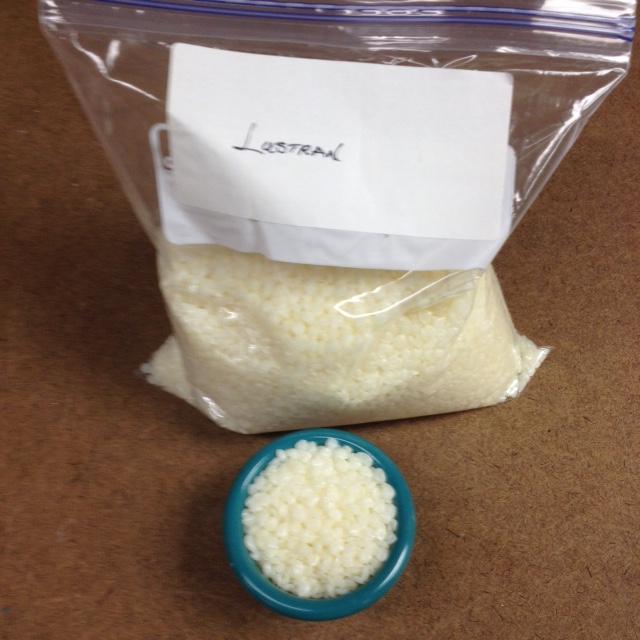
Pic 4. Close-up of raw pellets.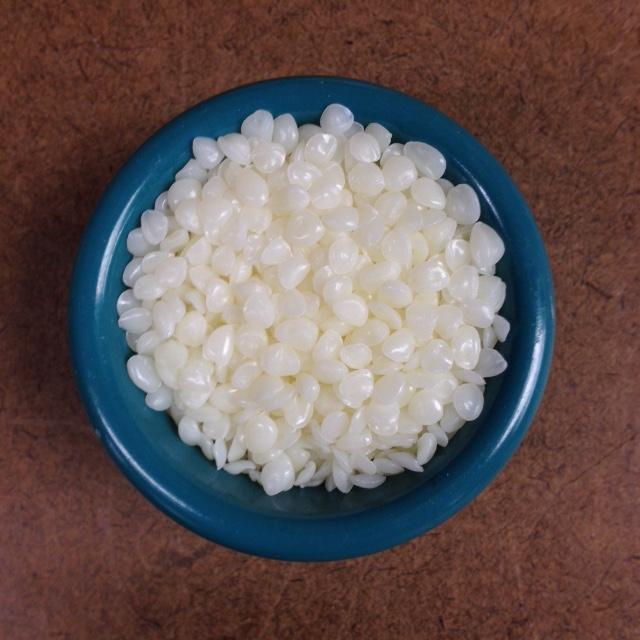
Pic 5. Comparison of pellet color with extruded filament. Note, ridges on filament were not there initially. This piece of filament had been loaded/unloaded from my printer.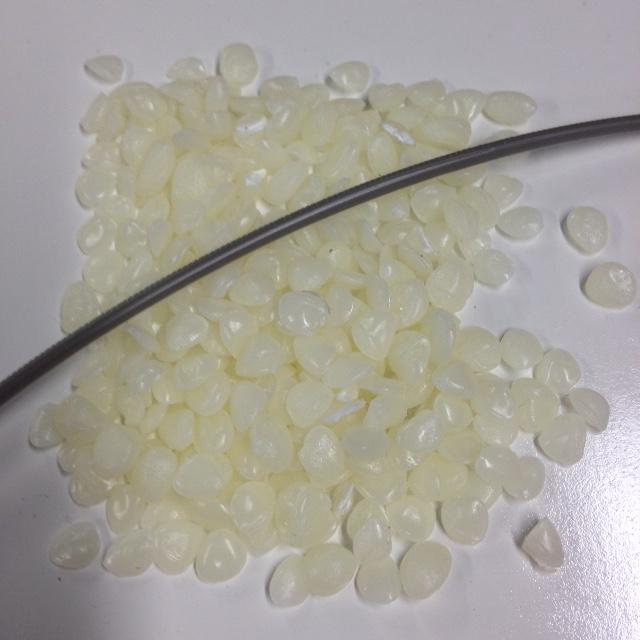
Pic 6. Extruded filament on Filawinder.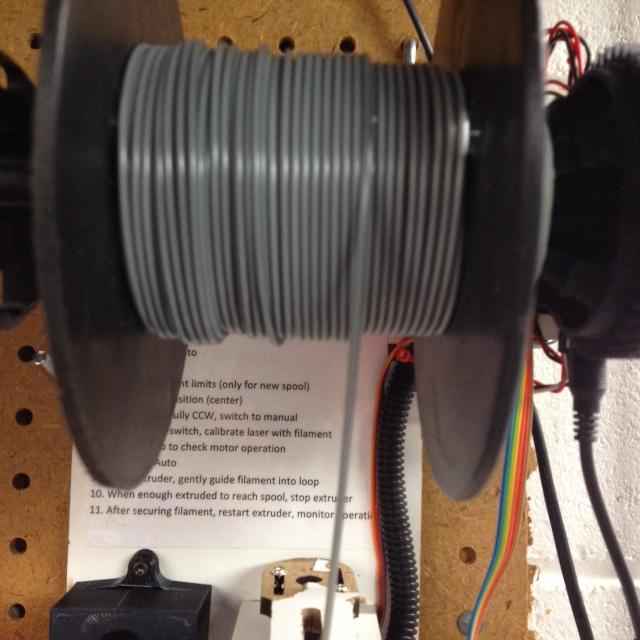
Pic 7. Single wall temperature calibration column.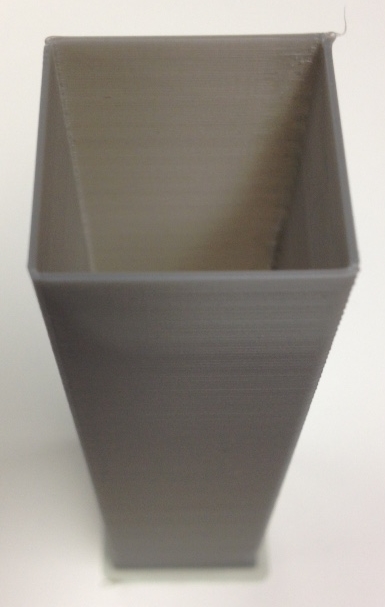
Pic 8. Lower end of column showing deformation.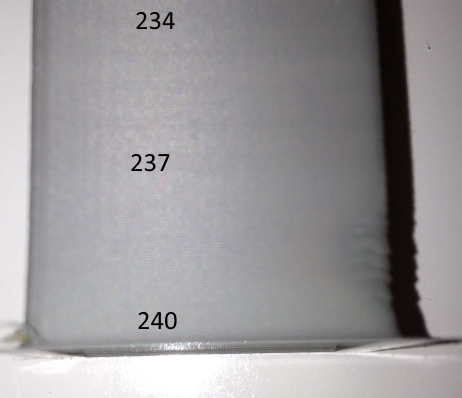
Pic 9. Upper end of column close-up.