Topic: da vinci 2.0a duo settings
I'm dailing in my Da Vinci 2.0a duo.
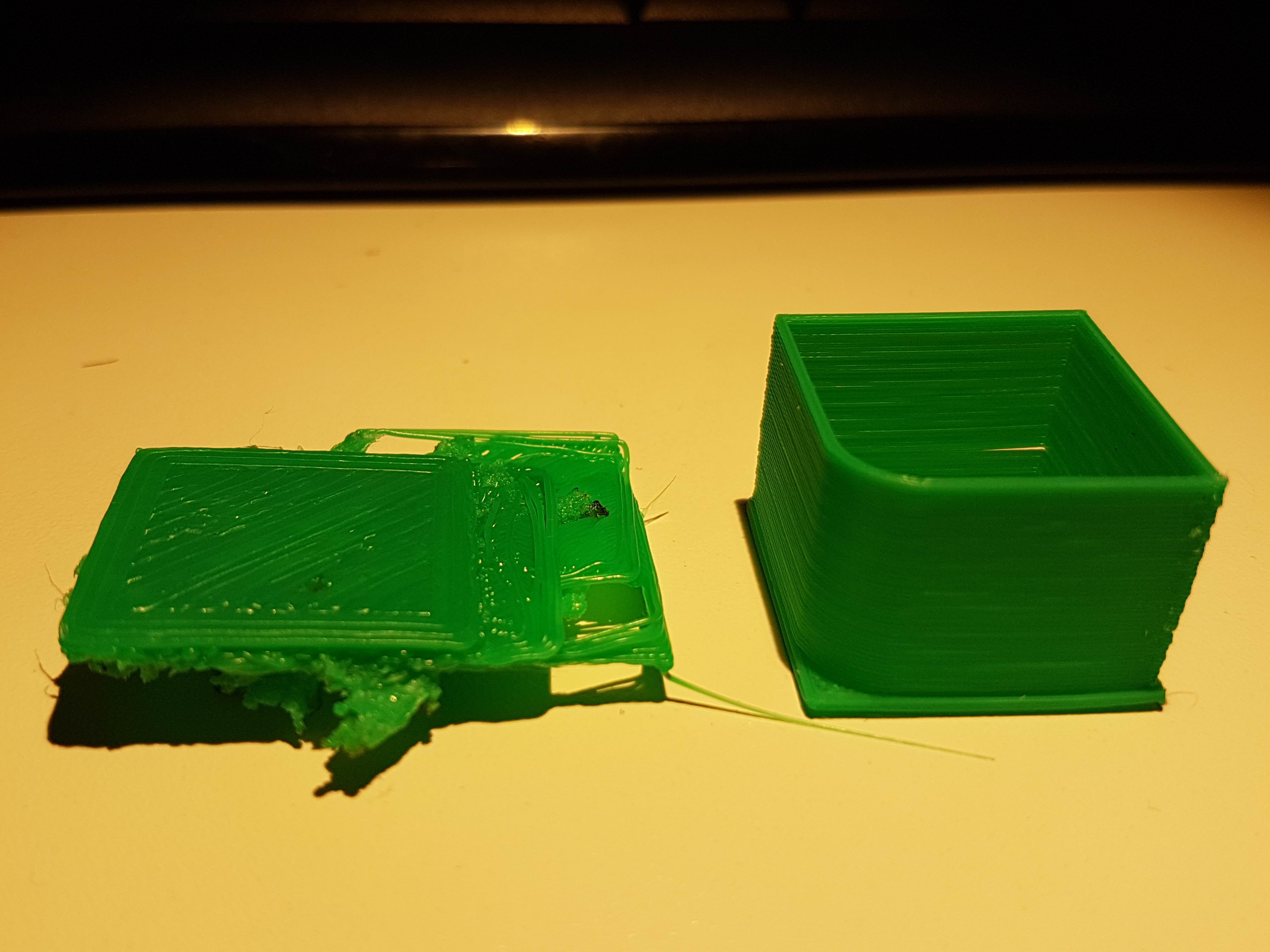
At the moment i have it printing but after a few layer it looks like a mess.
settings:
layer height 0.1mm
shell 1.2mm
enable retraction yes
Bottom/top thickness 1.2mm
fill 20%
speed/temp
print speed 20mm/s
print temp 180C (PLA)
2nd 180C (PLA)
Bed temp 50C
support none
wipe tower yes
diameter 1.75mm (both)
flow 100%
And the result is shown in the pictur
Could someone please tell me what is going wrong and what do i have to do to improve my printing!