I am surprised it works well with the retraction speed so slow. Have you tried faster retraction settings. Even without the Bowden setup, I have mine set to 85 mm/s. I also have the min length after retraction set to .5 mm. I also have a tiny bit, like .1 mm on the extra length before restart. Obviously you have been playing with this for a while, but just curious if you've tried the faster retraction and what the draw back was?
Actually I have not tried turning up the retraction more than what I have it currently set at. I just kept up-ing the value until it stopped oozing; that in combination with the raised travel speed when not extruding seemed to work out and I just stopped there. I had to stop with the experimentation as school had started, and if I allow myself to start tinkering with it I tend to ignore homework haha. But once I've got my spare motor in hand I'll probably play with a few things, and try the settings you mentioned to see how it goes. I've been wanting to print lawsy's new extruder, so i'll probably test print with that after I alter it for my setup.
The only downside I came across in reading about retraction was that is works the motor harder, but other than that I don't know of any downsides to having it set high.
]]>Here are the settings I have been using. I've been getting decent prints like I was before I changed my set up. I still get the motor skips but not that bad. Like I think the filament has enough "spring" so that when the motor does skip there seems to still be enough force from the filament decompressing within the tube to keep the extrusion going without much visible flaws to the part. The motor seems to get moving again before the filament fully decompresses in the tube.
I am surprised it works well with the retraction speed so slow. Have you tried faster retraction settings. Even without the Bowden setup, I have mine set to 85 mm/s. I also have the min length after retraction set to .5 mm. I also have a tiny bit, like .1 mm on the extra length before restart. Obviously you have been playing with this for a while, but just curious if you've tried the faster retraction and what the draw back was?
]]>Posted to borrow some ideas if applicable.
]]>Thanks vince7c95, I attempted then switched right back to standard setup. My tubing was blue ABS airline from a Krones Bottling line- about 14". I did drill out the filament hole on the hot end mount (which had your peek tube glued ontop with abs glue) but not enough to get it to line up in the peek-hole first time, and my extruder setup needs work as well. I hastily made another of your peek tubes in PLA, and snapped it into the abs mk2 hot end mount. Basically, the pla tube was shifting all around after a certain point of extrusion, causing my filament to not extrude properly. I was also getting the motor skipping issue. There is some wiggle room in my tubing (3.5mm ID-ouch!), so I might see about getting a smaller diameter for next attempt.
What is a good extrusion/retraction feed rate for this setup?
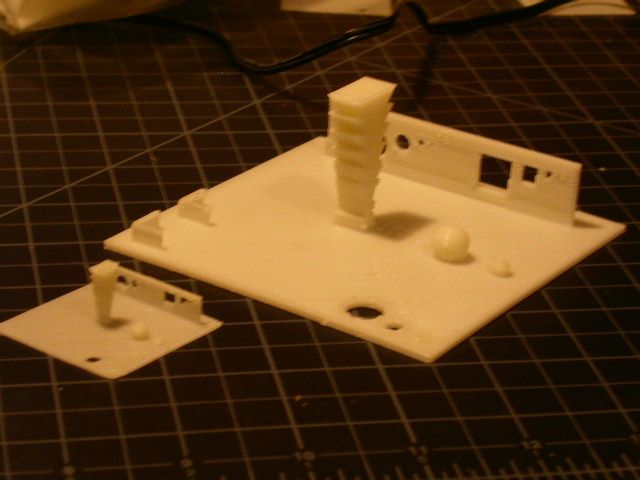
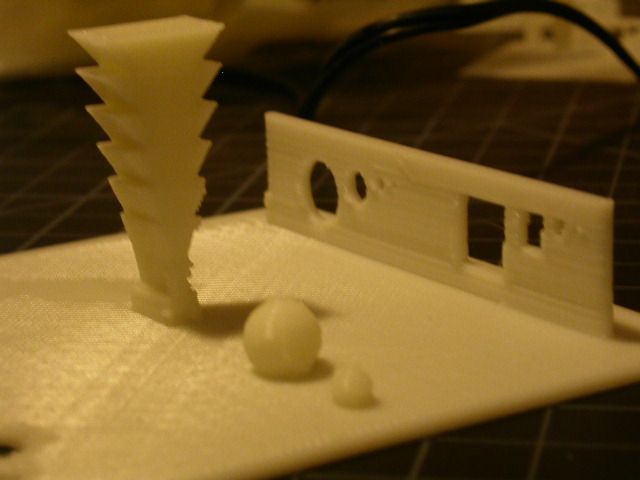
As far as the shifting tube goes, if you have an extra hotend that you no longer use, then you could take the PEEK and brass barrel and just thread a tube or a coupling directly onto the barrel. After Ian had mentioned that earlier I had tried that and liked it more as I think any decrease of area where you have abs sliding along abs is probably good I would think. Then you only need to use the printed peek part for the hot end side. I'll include a pic to show what I mean.
Here are the settings I have been using. I've been getting decent prints like I was before I changed my set up. I still get the motor skips but not that bad. Like I think the filament has enough "spring" so that when the motor does skip there seems to still be enough force from the filament decompressing within the tube to keep the extrusion going without much visible flaws to the part. The motor seems to get moving again before the filament fully decompresses in the tube. I also have the trimpot turned up to .5 I think. I ordered another extruder motor in case this one fails from me tampering with the settings. Once it gets here I'll try turning the trimpot up a bit more since I wont have to worry about not having an extra motor. Hopefully it wont hurt the board either.
My tube is roughly 16 inches long. I imagine the shorter you can keep it the better. I'd like to somehow mount the extruder motor above the printer on a pan tilt mount so that it can tilt freely as the print head moves around. I'm hoping this will allow me to run a shorter tube and prevent the tube binding that occurred when I tried using shorter tubes.
]]>What is a good extrusion/retraction feed rate for this setup?
]]>I was hoping the switch to PTFE tubing would have fixed the intermittent motor skipping issue, but it seems the same with no change from the metal tube I was using before. The nice thing though is I don't have to worry about the excess force the metal tube was applying before. The skipping motor hasn't really been a big issue though, especially when I slow down the extrusion. I may try to relocate my extruder motor again to shorten the tube length a bit more. I'm also using 3/32" ID, 5/32 OD PTFE tubing. The amount of area inside the tube for the filament to compress and contort is much lesser than when I tried using a 1/8 ID tube. Not sure if the 3/32 is the equivalent to the 2mm ID tube, but I had a hard time finding that size. I also decided to switch over to using compression fittings for the tube which are working wonderfully.
coleke, you may want to try drilling out the filament hole on the hot end mount when you get around to trying it all out. I have found that when I want to retract the filament for whatever reason it may be, that plastic tends to break off or get stuck at that passage point. It ends up being a headache as you have to take apart everything to get that little piece of plastic out. I drilled out mine one drill bit size up from what the hole prints at. Seems to have helped for me at least.
]]>Baring that, seemecnc.com has ptfe $2.50/foot, and I just bought some hong kong ebay seller's 2 meters for $8.50 or so (it'll take much longer to arrive, though.)
]]>How does one identify PTFE tubing? I have a bunch of firm, yet flexible blue tubing that was originally airlines in a beer bottling line. It is some type of plastic, though when cut to roughly 1.5 ft, it has some springiness to it that I wonder how it will affect the x-carriage. Filament has enough clearance and does not catch inside. The bowden extruder adapter, however, fit like a champ on first print, no drilling or sanding required! Still need to print out the carriage bowden in ABS (have pla at the moment and support was ugly) so I can glue the hotend mount and bodwen receiver together
I'm not sure how to conclusively prove it's PTFE or not, but you can determine that it's "probably not PTFE" if you dip it in boiling water and it becomes substantially squishy. Vinyl and such will become too easy to stretch at water boiling temp. Another common tubing material is the surgical equipment type (I forget name) and that's somewhat like a rubberband in terms of stretch (also not PTFE.)
PTFE is usually white, and has a low coefficient of friction.
]]>What is the peek replacement thing you have there? Is it a printed part and do you have an .stl?
Sorry bout that, meant to post that sooner. Here is the part I printed for this. Unfortunately, you will have to modify by hand as that was the approach I took. I meant to go back change the file to resemble my end piece but my student edition of solidworks has expired, and I can't change anything at the moment. All that was really modified was that I cut two crossing slots, and then drilled relief holes at the ends of those slots. Then I counter sunk the end where the filament enters with a drill bit.
]]>(Edit Update)
Well I was hoping to figure out what settings needed to be set so that I could just reuse the same settings for most prints, but it seems like whenever I get one print to work well those settings won't work for a different print, (I think I'm getting closer though to finding a good general set of settings for my setup though). I figured I would just go ahead a post some pics though even though I don't have it totally refined yet. I did manage to get the extruder to stop skipping so much on me. Seems that maybe with the metal tube I'm using that the 180 degree bend was too much. I moved the extruder so that the bend is more at 90 degrees now which seems to have helped quite a bit. I imagine once I get around to switching to a Teflon tube everything should work without any problems.
I did have to set the trimpot for the extruder up to .5. I had it up to .9 at one point but then the motor was getting really hot and then the printer would stop for a second or so then start again. I have also upped my temps to run the nozzle a little hotter than normal. Using the retraction has helped a lot as well with relieving some pressure in the nozzle which I think was also causing the motor skipping. I think I may have had the z-offset set too close to the nozzle as well which I have also changed to be more closer to the proper .3 distance. I had always had it set closer as the bed had low points and I would have issues with parts not sticking, but I also put a glass sheet on there now so the .3 distance is working good. I also mounted a secondary heat sink and fan to the extruder motor as precaution and has been keeping it nice and cool.
All in all, I see no reason to not add a bowden tube as everything seems to be mechanically tweakable to make it work with out needing to change anything in software/firmware stuff which was my intention with this project. (Not sure if changing skeinforge settings counts as software changes as I am not entirely sure what entails as software change, but I figure skeinforge settings are a normal thing to mess with even for novices like me).
Can't wait to see some of the more purpose designed parts some of you will come up with for your own setups. Mine was mostly cobbled together using parts you guys posted and things I had around the house as evident by the clamp I used to mount my extruder onto a mast for better positioning.
The filament holder in the below pic was also done using this bowden setup.
