 ]]>
]]>there is one thing that kind of concerns me in your g-code info, however.. "; top_infill_extrusion_width = 0.6"
that really should not be set that high.. if you are trying to get better looking top fill, try reducing it slightly
i typically run 0.45 for top fill unless there are a lot of little details.. then i might go even lower..
; avoid_crossing_perimeters = 0
; bed_shape = 0x0,200x0,200x200,0x200
; bed_temperature = 95
; before_layer_gcode =
; between_objects_gcode =
; bridge_acceleration = 0
; bridge_fan_speed = 100
; brim_connections_width = 0
; brim_width = 0
; complete_objects = 0
; cooling = 1
; default_acceleration = 0
; disable_fan_first_layers = 1
; duplicate_distance = 6
; end_filament_gcode = "G92 E0; reset extrusion distance\nG1 E-3 F1000; linear move, retract 3mm extruder, 1000mm/s feedrate\nG28 X0 Y0; home X, Y axis"
; end_gcode = G92 E0; reset extrusion distance\nG1 E-3 F1000; linear move, retract 3mm extruder, 1000mm/s feedrate\nG28 X0 Y0; home X, Y axis
; extruder_clearance_height = 20
; extruder_clearance_radius = 20
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 0.8
; fan_always_on = 0
; fan_below_layer_time = 60
; filament_colour = #FFFFFF
; filament_cost = 0
; filament_density = 0
; filament_diameter = 1.71
; filament_max_volumetric_speed = 0
; filament_notes = ""
; first_layer_acceleration = 0
; first_layer_bed_temperature = 95
; first_layer_extrusion_width = 0.96
; first_layer_speed = 30
; first_layer_temperature = 230
; gcode_arcs = 0
; gcode_comments = 0
; gcode_flavor = reprap
; has_heatbed = 1
; infill_acceleration = 0
; infill_first = 0
; interior_brim_width = 0
; label_printed_objects = 0
; layer_gcode =
; max_fan_speed = 100
; max_layer_height = 0.3
; max_print_speed = 125
; max_volumetric_speed = 0
; min_fan_speed = 35
; min_layer_height = 0.15
; min_print_speed = 10
; min_skirt_length = 0
; notes =
; nozzle_diameter = 0.4
; only_retract_when_crossing_perimeters = 1
; ooze_prevention = 0
; output_filename_format = [input_filename_base].gcode
; perimeter_acceleration = 0
; post_process =
; pressure_advance = 0
; printer_notes =
; resolution = 0
; retract_before_travel = 2
; retract_layer_change = 1
; retract_length = 2
; retract_length_toolchange = 10
; retract_lift = 0.5
; retract_lift_above = 0
; retract_lift_below = 0
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 40
; skirt_distance = 5
; skirt_height = 1
; skirts = 5
; slowdown_below_layer_time = 30
; spiral_vase = 0
; standby_temperature_delta = -5
; start_filament_gcode = "G21; set mm units\nG90; set absolute coordinates\nG28 X0 Y0; home x and y axes\nG1 X100 Y100 F4000; move extruder above bed\nG28 Z0; home Z axis\nG92 E0; reset extrusion distance"
; start_gcode = G21; set mm units\nG90; set absolute coordinates\nG28 X0 Y0; home x and y axes\nG1 X100 Y100 F4000; move extruder above bed\nG28 Z0; home Z axis\nG92 E0; reset extrusion distance
; temperature = 225
; threads = 12
; toolchange_gcode =
; travel_speed = 130
; use_firmware_retraction = 0
; use_relative_e_distances = 0
; use_set_and_wait_bed = 0
; use_set_and_wait_extruder = 0
; use_volumetric_e = 0
; vibration_limit = 0
; wipe = 0
; z_offset = -0.1
; z_steps_per_mm = 0
; adaptive_slicing = 0
; adaptive_slicing_quality = 75%
; dont_support_bridges = 1
; extrusion_width = 0.48
; first_layer_height = 0.3
; infill_only_where_needed = 0
; interface_shells = 0
; layer_height = 0.2
; match_horizontal_surfaces = 0
; raft_layers = 0
; regions_overlap = 0
; seam_position = nearest
; sequential_print_priority = 0
; support_material = 0
; support_material_angle = 0
; support_material_buildplate_only = 0
; support_material_contact_distance = 0.2
; support_material_enforce_layers = 0
; support_material_extruder = 1
; support_material_extrusion_width = 0
; support_material_interface_extruder = 1
; support_material_interface_extrusion_width = 0
; support_material_interface_layers = 3
; support_material_interface_spacing = 0
; support_material_interface_speed = 100%
; support_material_max_layers = 0
; support_material_pattern = pillars
; support_material_pillar_size = 2.5
; support_material_pillar_spacing = 10
; support_material_spacing = 2.5
; support_material_speed = 80
; support_material_threshold = 60%
; xy_size_compensation = 0
; bottom_infill_pattern = rectilinear
; bottom_solid_layers = 0
; bridge_flow_ratio = 1
; bridge_speed = 55
; external_perimeter_extrusion_width = 0.48
; external_perimeter_speed = 90
; external_perimeters_first = 0
; extra_perimeters = 1
; fill_angle = 45
; fill_density = 0%
; fill_gaps = 1
; fill_pattern = rectilinear
; gap_fill_speed = 65
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0.48
; infill_overlap = 65%
; infill_speed = 100
; min_shell_thickness = 0
; min_top_bottom_shell_thickness = 0
; overhangs = 1
; perimeter_extruder = 1
; perimeter_extrusion_width = 0.48
; perimeter_speed = 5
; perimeters = 1
; small_perimeter_speed = 50
; solid_infill_below_area = 70
; solid_infill_every_layers = 0
; solid_infill_extruder = 1
; solid_infill_extrusion_width = 0.48
; solid_infill_speed = 85
; thin_walls = 1
; top_infill_extrusion_width = 0.6
; top_infill_pattern = rectilinear
; top_solid_infill_speed = 75
; top_solid_layers = 0
Incognito, can you please post the ending part of the g-code for something - interested in the section that lists the different parameters used for the slicing...
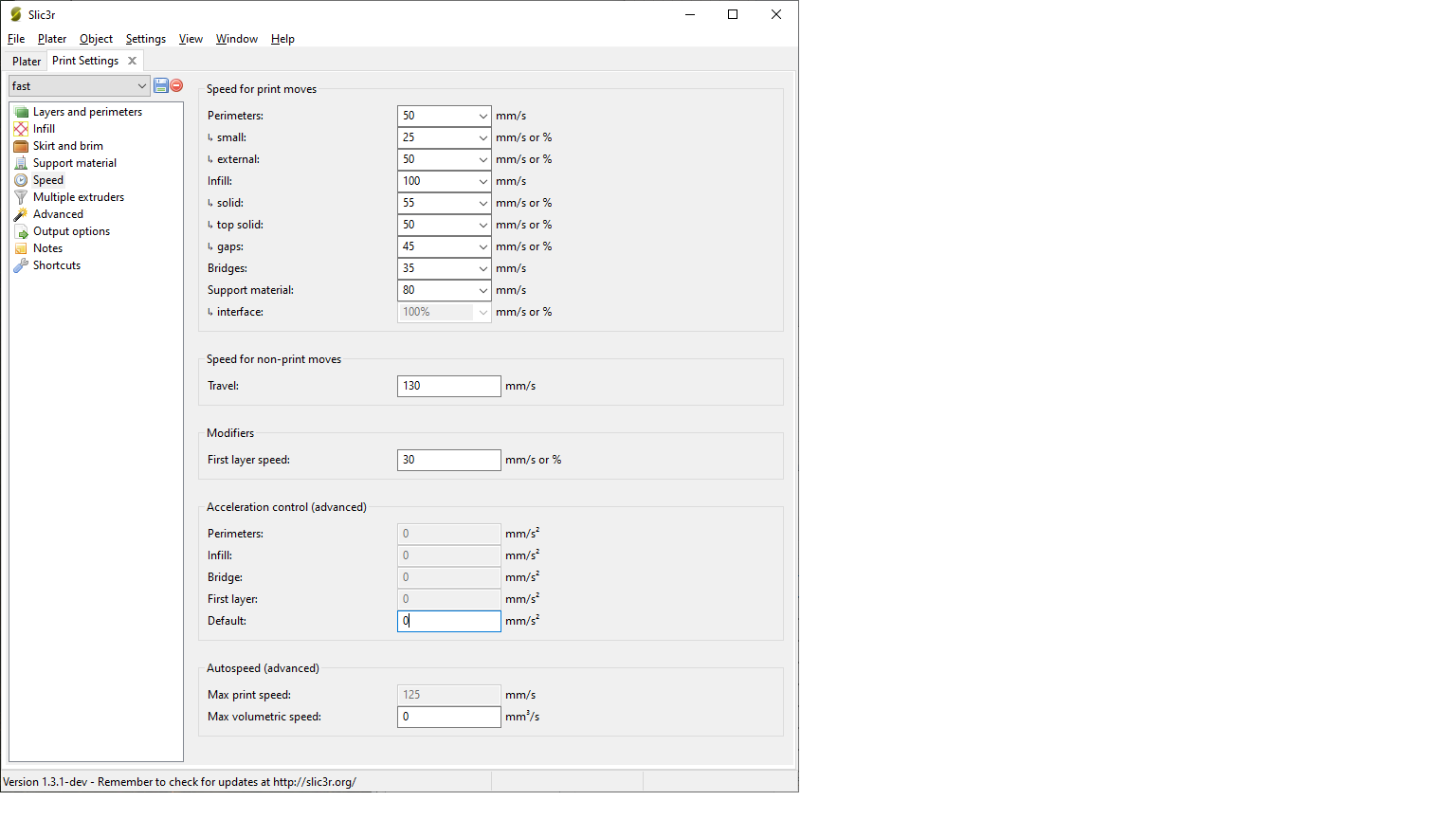
]]>but 50% of 50mm/s = 25 mm/s
and its still stuck at 10 mm/s
Try changing the external perimeters to 100% and see what speed you get. Thats how you can figure out how the math is working. Are your dimensions correct in that if you print a 20mm cube you get a 20mm cube?
]]> ]]>i was printing all day yesterday and now i must have done something that now my gcode is stuck at 10 mm/s perimeter speed.. i tried both slic3r and cura with same results with perimeter speeds set @ 60 but when i put gcode in "gcodeviewer" it shows 10mm/s
using solidoodle 3 with repetier
Edit: first object was a single wall hollow box for calibration;
now if i try to slice it as a solid box with 10% infill, the perimeters print normal speeds but NOW infill gets stuck at 10 mm/s
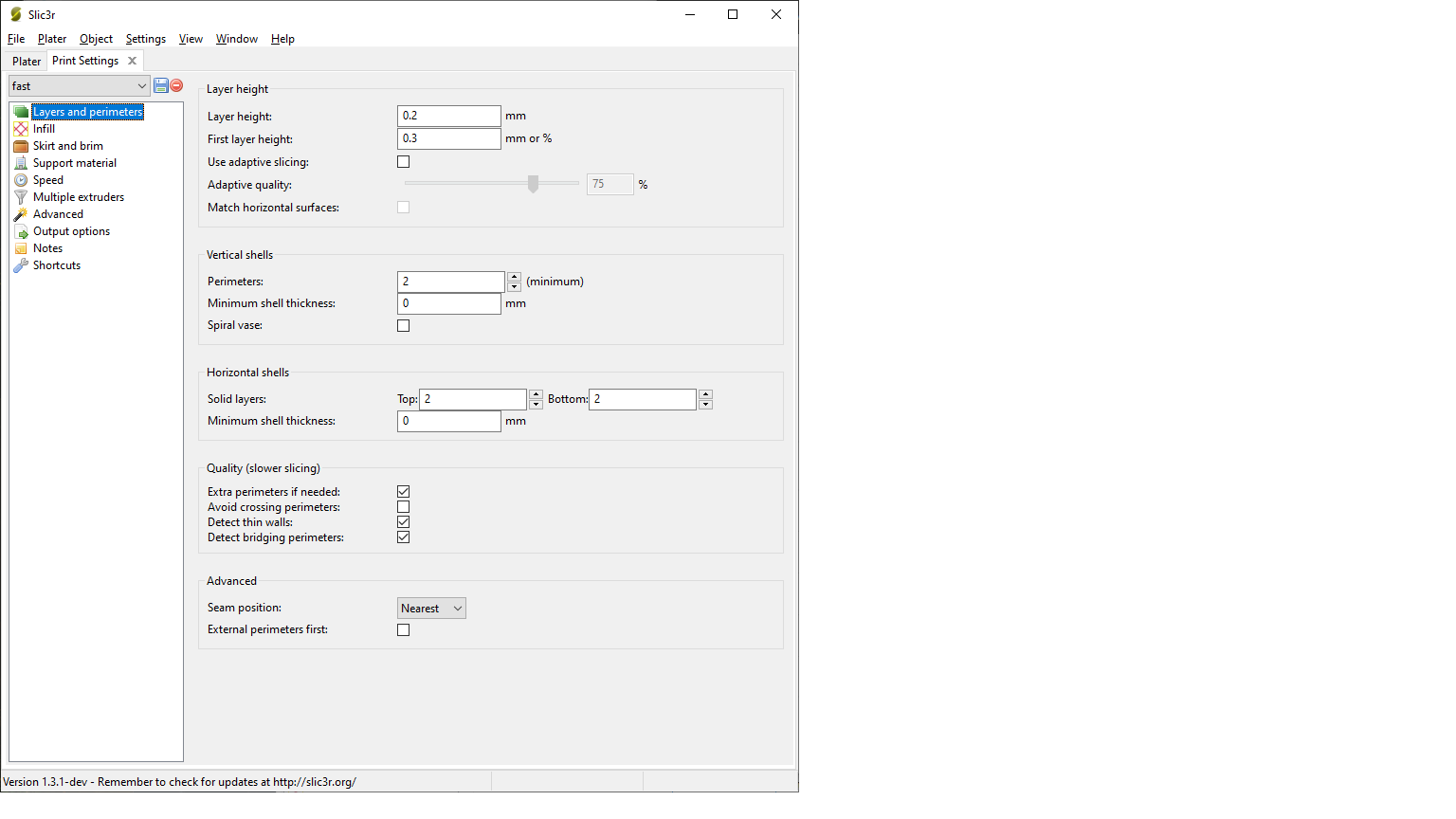
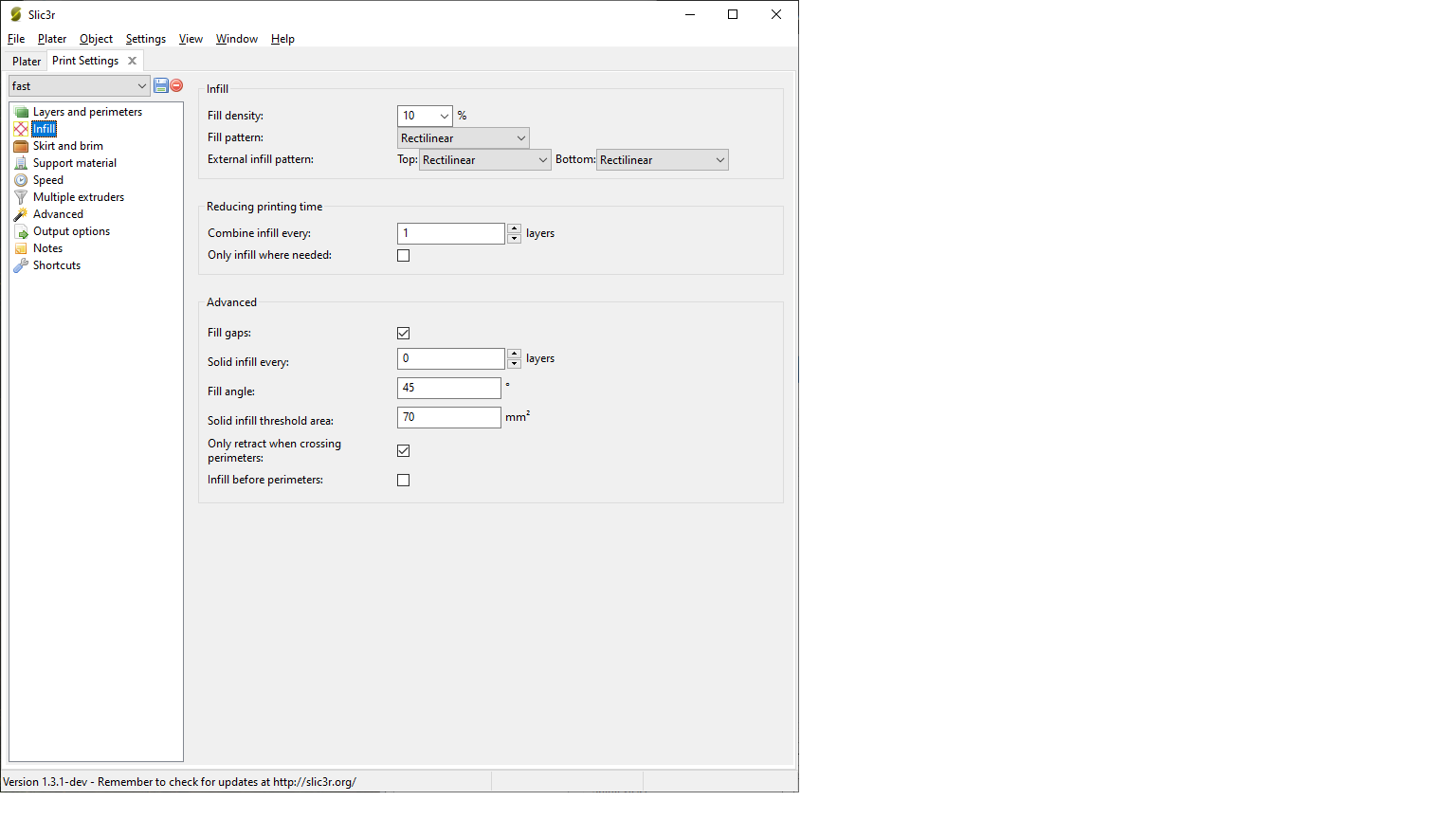
You will need to post your layer and infill settings as well as speed settings for us to kn ow what you are doing.
]]>using solidoodle 3 with repetier
Edit: first object was a single wall hollow box for calibration;
now if i try to slice it as a solid box with 10% infill, the perimeters print normal speeds but NOW infill gets stuck at 10 mm/s