1. I never operate or leave the printer running unattended.
2. The printer is in a cupboard that is sealed with a fire-proof door
3. Because of the location being some 30 ft from my desk and has to be controlled remotely I don't get to hear when the print has finished.SO...
A simple retract feature to stop the hot end plugging up so I can remove the filament when I do discover that the printer has finished, it is hard to tell how long a print takes because NONE and I really do mean that NONE of the slicers used to date has given a real or close time to finish, I started a print one night at 8pm and it didn't finish until 4am when the slicer reported it to be a 3hr 57min print.
So the reality is this, the filament NEEDS to be retracted WHEN the temerature of the hot end has been cooled enough to stop the filament deforming or getting stuck when its pulled out the hot end, thats the problem here, the last several manual retactions has ended up with the filament getting jammed in the motor despite releasing it properly.
So this is a very much needed feature.
Nope, sorry - the actual reality is that your hotend is the problem.
In a properly assembled hotend, there is a straight path from the inlet to the nozzle, there is nowhere for the filament to go other than down and out of the nozzle, or be pulled back out the top
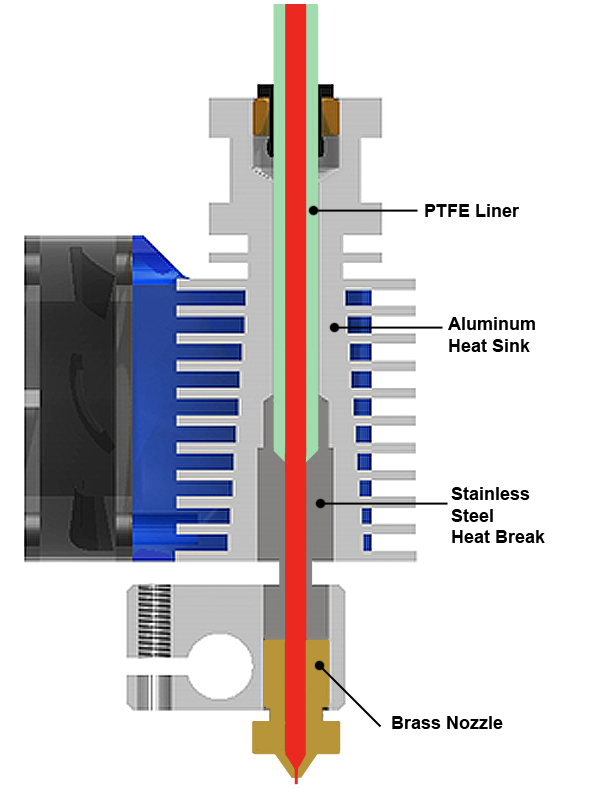
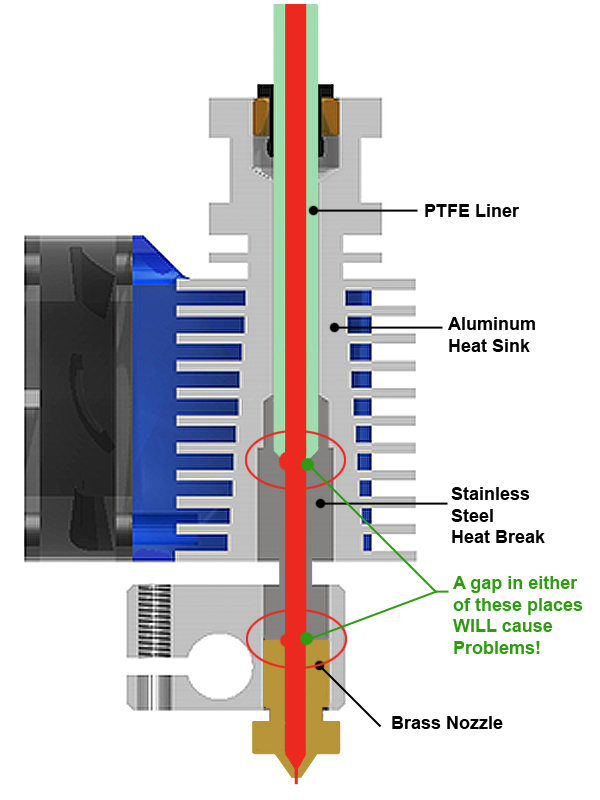
But an improperly assembled nozzle potentially has gaps between the parts, which would allow soft/melted plastic to expand into them, thus causing the problem you are experiencing - the filament getting stuck.
So again.. there is NO need to do what you are trying to do.
The problem is in the hotend itself, and the RIGHT way to fix it, is either disassemble and reassemble correctly, or replace it with one that IS assembled correctly.
As for slicer times being incorrect, yeah, that is a common issue since every printer has different print speeds, acceleration speeds, jerk settings, etc.. slicing programs can not typically take every possibility into account when calculating print times - the times are estimates based on ideal conditions for the print speed chosen.
However - with that said - I, personally, use Repetier Host to run my printers, and Slic3r for slicing, and I have successfully adjusted my time estimates to be within a couple of minutes either way on 98% of my prints.
the other 2% are typically within 10-15 minutes of the estimated time (very long prints tend to be further off)
]]>