I'm using a MakerBot Replicator 1 DUal Clone from MonoPrice.
With PLA it is da bomb. But so far not liking PETG.
PETG is not one of the filaments is lists as compatible, but it does list ABS
Simplify 3D Software
I've tried temps between 210 and 230
Speed setting is generally 2000 mm/min
Extruder Temp - 220C (last attempt)
Material setting is ABS
Quality setting HIGH
Nozzle Diameter .4mm
Extrusion Multiplier 1.00
Extrusion Width .40mm
Infill Extrusion Width 140%
Build Platform Temp 60C
Print Support Every 1 layers
Infill- Rectilinear / Rectilinear
Layers/Outlines & Shells 5-5-3
Ooze Control Retraction YES
Retraction Distance 1.0mm
Retraction Speed 1200 mm/min
Here's the deal.....
Bottom layers seem to print great. They are smooth, strong and look perfect basically.
The problem comes with the infill and the Support material.
Once it starts printing support material the print goes to hell in a hand basket.
It has a pretty hard time with Infill too. With PLA the infill is sharp and clean and just totally precise.
With PETG the infill looks a bit sloppy and like it's saggy.
This is what my prints look like :-(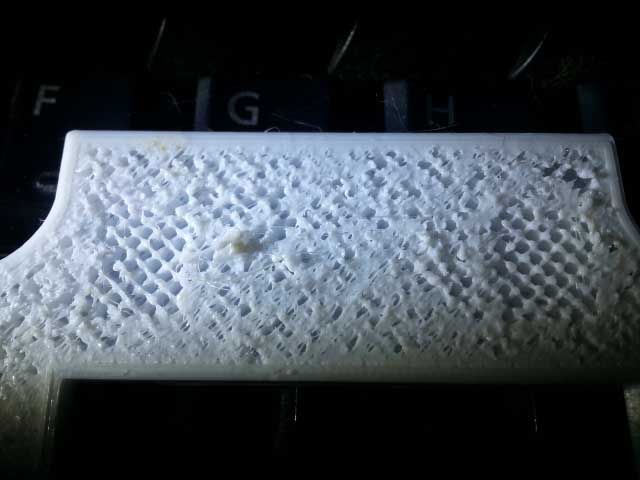
Again, the Outline, Perimeter and Shell all look great.
I would describe the problem roughly as....
90% Support material
10% Infill
Can anyone please offer suggestions?
Thanks