Carl, The answer to your question is 'Yes', sort of...Recognize Gcode has been around for many years and was developed for CNC and knew nothing about extruders. In the beginning, some Gcode interpreters used "E" for speed on Lathes, some used it for "Z" position, others used it for other commands relative to their (or specific) machines.
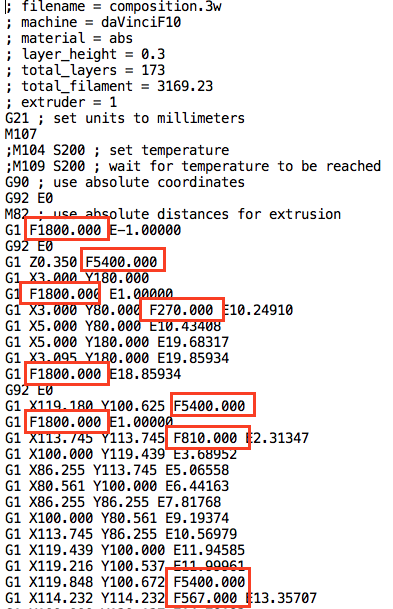
In the case at hand, a 3D printer, "E" can mean anything the gcode interpreter coder wanted it to be and, possibly for Extrude, in this case. However, I can't say without looking at more of the code - if the code contains "Z" elsewhere, then the "E" would probably be for Extrude. If no "Z", then it would be for Z-axis position.
There a many sites / books on Gcode, but it's important to recognize that 'some' commands change with respect to the developer of the interpreter. Here's a link to wiki, it shows "E" for lathe feed rate. https://en.wikipedia.org/wiki/G-code and, here's a link to RepRap http://www.reprap.org/wiki/G-code - read down the page and you'll see comment about writing your own Host software (the point being, "E" or "Z", or what ever, can be different things to different developers. There is a universal specification for gcode to use as a baseline and most follow it.
]]>