jooshs wrote:Danny, you can change the low cold extrude temp in the firmware which might be worth while since this stuff is so dangerous and tough to print with. You should try using a glass plate and then a raft at the bottom with hairspray to promote the sticking. It would still be cool to see a print on a circuit board though. Also, in slic3r, you can set for the filament width and extrusion multiplier.
Have you noticed the nylon being extra runny? It would be cool if you find a sweet spot to print with since this stuff since it is so good at vibration damping. Is there some end goal you have for printing with nylon? And be careful, these fumes are a lot more dangerous than acetone vapors. Might be a good point to come up with a filter. Ian's acrylic case design seems to have some promise for including a side door filter.
I've done some further testing today.
results are even better. but I'll respond to this first.
with changing the firmware etc... I really want to get this working at factory spec, to me it's far more valuable to work on accessible work for this community. what I mean is I don't want to promise you that you can print like me, but only if you jump through hoops to setup your machine like me. make all these modifications.
my ideal situation at the end of this will be just uploading a slic3r profile for reliable .3mm printing in nylon, and then a second profile for reliable 0.1mm printing.
are for nylon being runny, yes, it can be really really runny, but I dialled back my temperature today, I ended up running at about 185 yesterday, I ran at 175 today, (just enough to keep the PID from dropping below 170 and preventing extrusion.
but at 175 (which actually floats from 172- 178) there is pretty much no runnyness, and no threads.
the sweet spot is going to be around 180 I think. perhaps 179, or 178.
too hot and it runs, too cold and it doesn't extrude properly. (though I could always slow down the extrusion)
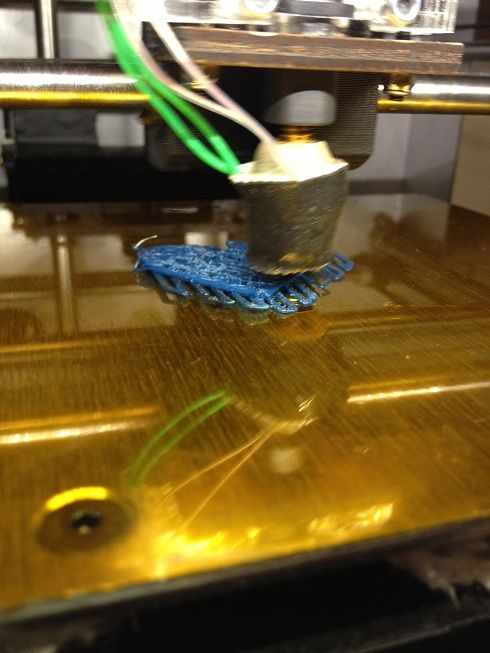
but I do get skips on the extruded, and as you'll see in the pictures, if you dial the temp back too far the material can't melt fast enough and you get holes in the print.
regarding Hydrogen cyanide.
I'm a smoker, i.e I purposefully pull that shite into my lungs on a daily basis...
that said.
https://www.google.co.uk/#hl=en&sug … mp;bih=664
https://www.google.co.uk/#hl=en&saf … mp;bih=664
There is some amount of hydrogen cyanide released during printing with nylon, as I said I don't have the equipment to measure it.
Anyway. onto the good news.
After 24 hours of drying nylon.
the material feels a little stiffer, as I said, it's strimmer/weed whacker cord, normally that's very flexible, (especially the 1.6mm stuff) but this albeit the 1.6mm variety felt more like it was stronger/thicker. just not normal I guess.
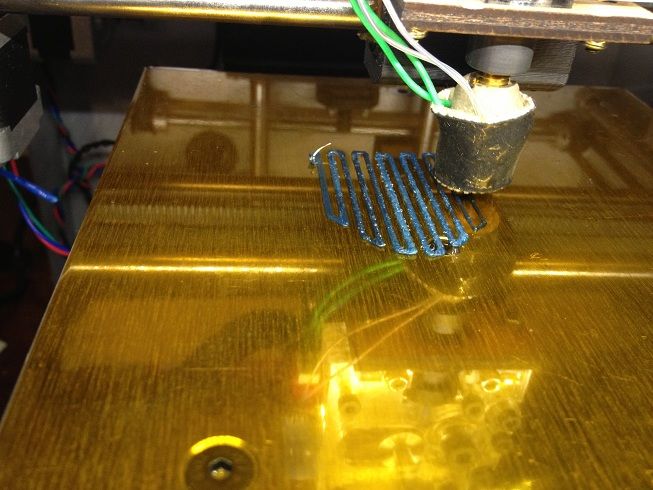
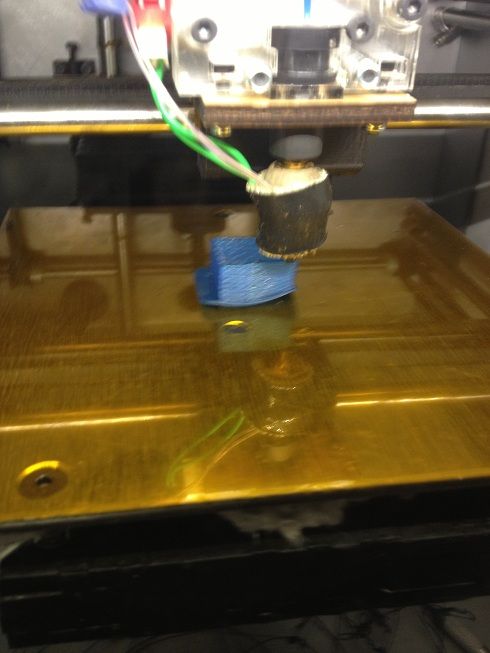
as you can see it's still not 100% dry. there is still a bit of "bubbling" in the middle of that raft layer.
I also moved the print to the centre of the bed. - I know that my bed does not heat evenly and I want to give myself the best chance of getting the numbers right
but as you can see, that water is drying out, by the tie it got to the end of the raft there was a pretty good filament feed going on.
it's worth noting as I said above, I believe that the temperature was too low, there was a bit slightly missing in the middle of the raft, I think the extra time in the extruder may have dried off the last of the water in that part.
however, with a bed temperature of 85, sticking is still a little bit of an issue.
when I get properly clean (water free) material to work with I'll play with the bed temperature some more.
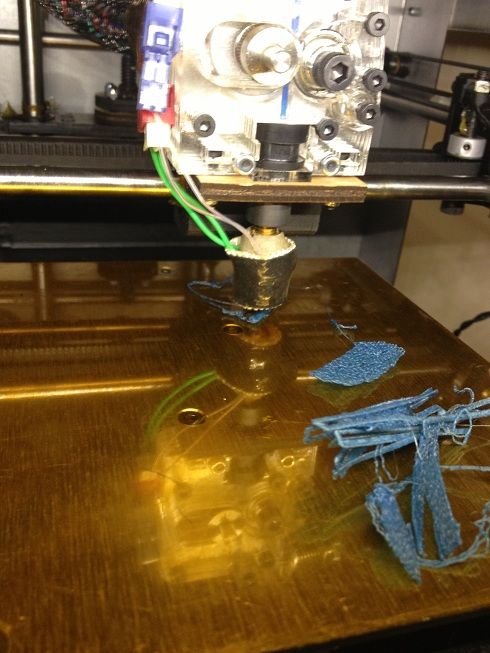
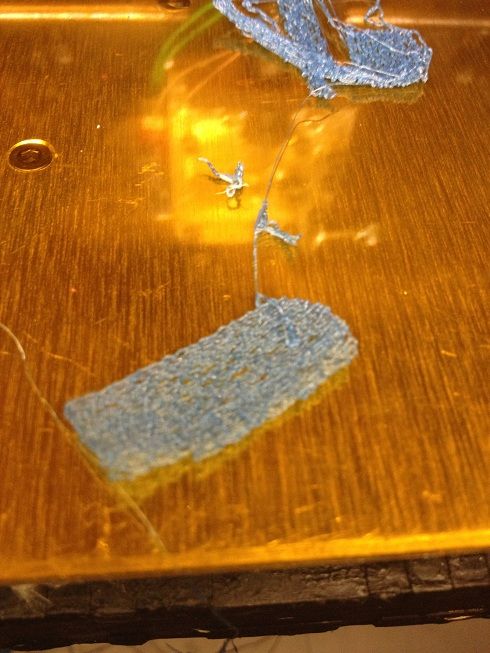
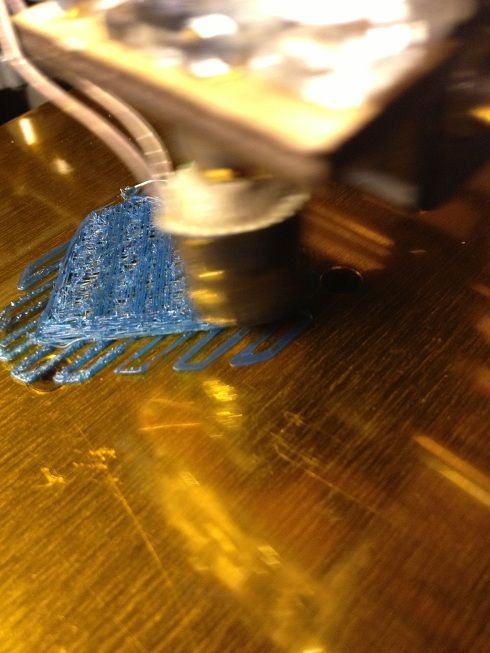
the print (and I didn't print the whole box as there is no point) is not good, the hotend temperature is too low, the extrusion is too fast and consequently parts of the print are missing.

that picture shows the missing parts better. next to a piece of the filament.
(yesterday top, today bottom)
So far:
drying is happening quite effectively, the method I'm using seems to work, but takes more than 24 hours.
when I reach the end of this spool and need another I'll try changing the drying method temperature, but right now I want something controlled and therefore repeatable.
as far printing goes.
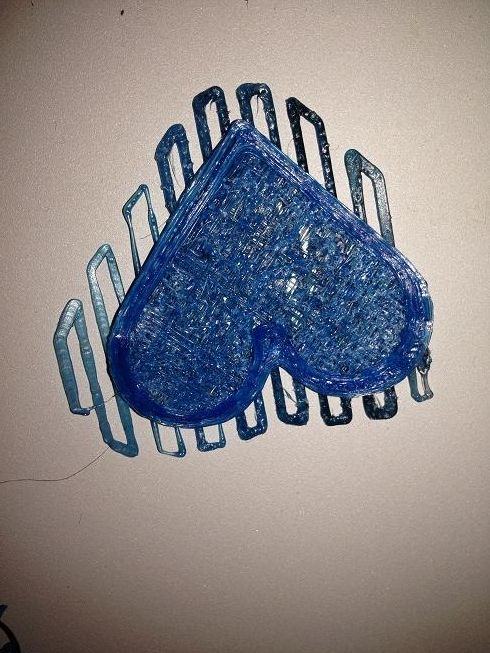
you can see todays prints, (24 hours of drying) are much better than yesterdays prints, (0 hours drying) using the same settings.
I'll see tomorrow what 48 hours of like.
the material properties of the printed objects have also improves.
yesterdays parts were full of little bubbles and as such were weak and brittle.
today's parts were pretty uniformly consistent, and much much stronger. whilst also being flexible.
I'm hoping that a further 24 hours in the dryer will leave the filament dry enough to print successfully.
then it's just going to be a case of getting it to stick to the bed.
I'm not sure where to go with this, some rep-rappers are suggesting cardboard. I'm assuming they mean non-heated card board.
when nylon is molten it's a fairly sticky substance, I'm guessing it's the roughness of the cardboard that allows to to stick.
Ideally I want to find the settings for getting it to stick to a kapton bed, - though this might be impossible.
so far as what I want to make:
anything and everything.
I guess the first thing I plan to make is a new runner for a the electric window assembly in my dads old Landy. - which should save having to buy or salvage a whole new unit.
after that a few bits and pieces, one thing that I'm planning to make is a 3d printer, nylon makes a better bearing material than ABS, and so should allow for smoother running.
it's also more flexible.