Topic: Lubrizol Pellethane 2363-80A (Flexible)
Resin: Lubrizol Pellethane 2363-80A
Where I bought it: Ebay http://www.ebay.com/itm/322145267456 for around $1.71 a pound shipped. I wasn't sure if I could get it to work, but for half the price of a spool of manufactured flexible filament I figured why not try.
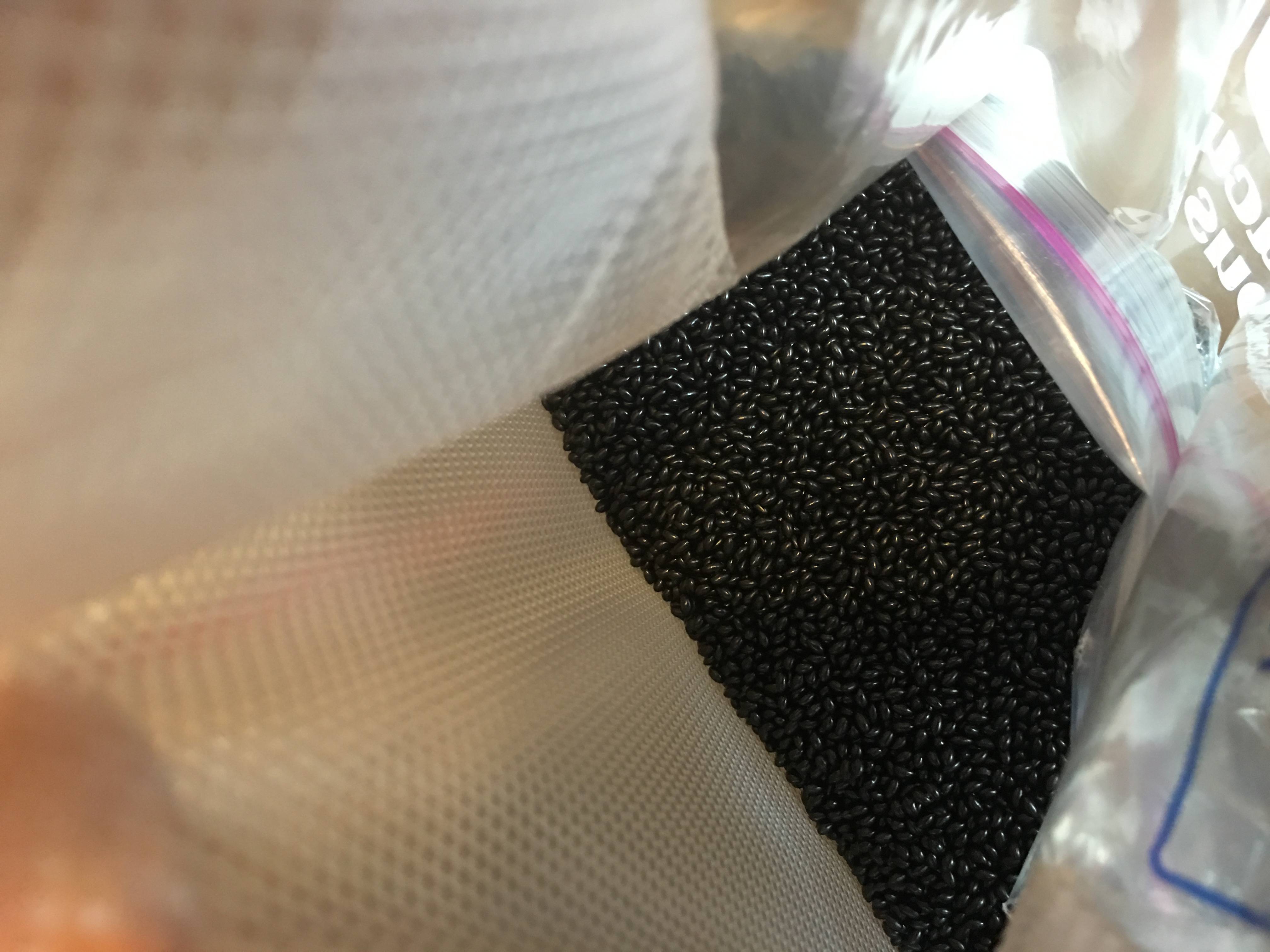
Here are what the pellets look like:

The pellets almost look like little insect eggs (I think I saw a spider running away with one so maybe they're confused too).
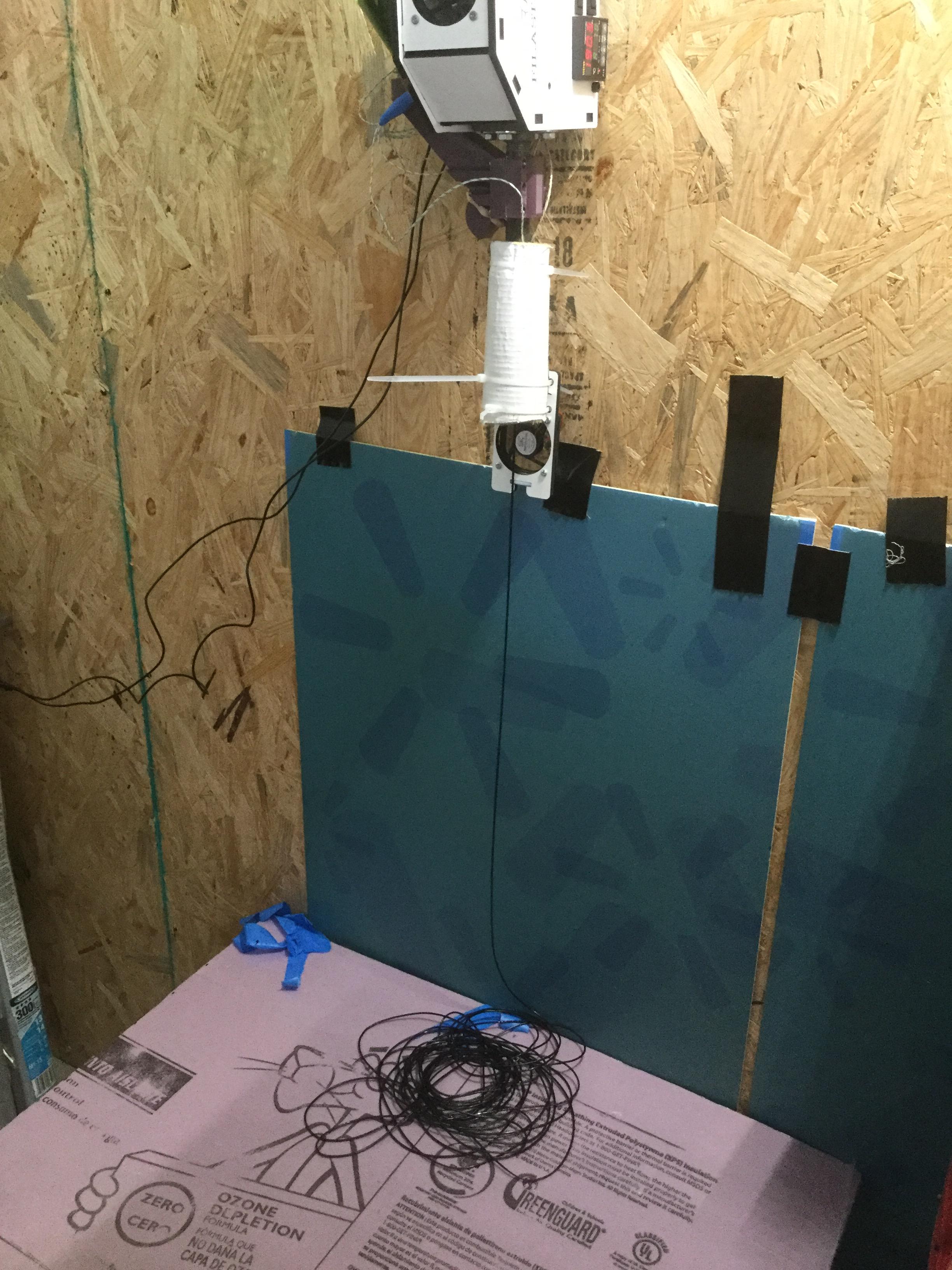
I mounted the Filastruder vertically using this mount (works great for Filastruder 2.0): http://www.thingiverse.com/thing:1508688
Here it is mounted on the wall:
Unlike rigid material this stuff will fall right down into your cooling fan if mounted horizontally with the guide in the normal position. If you have to run it horizontally then try rotating the cooler to the top, and just let it fall almost straight down out of the nozzle. It's so flexible that it wants to immediately droop down into the cooling fan if things are mounted the standard way.
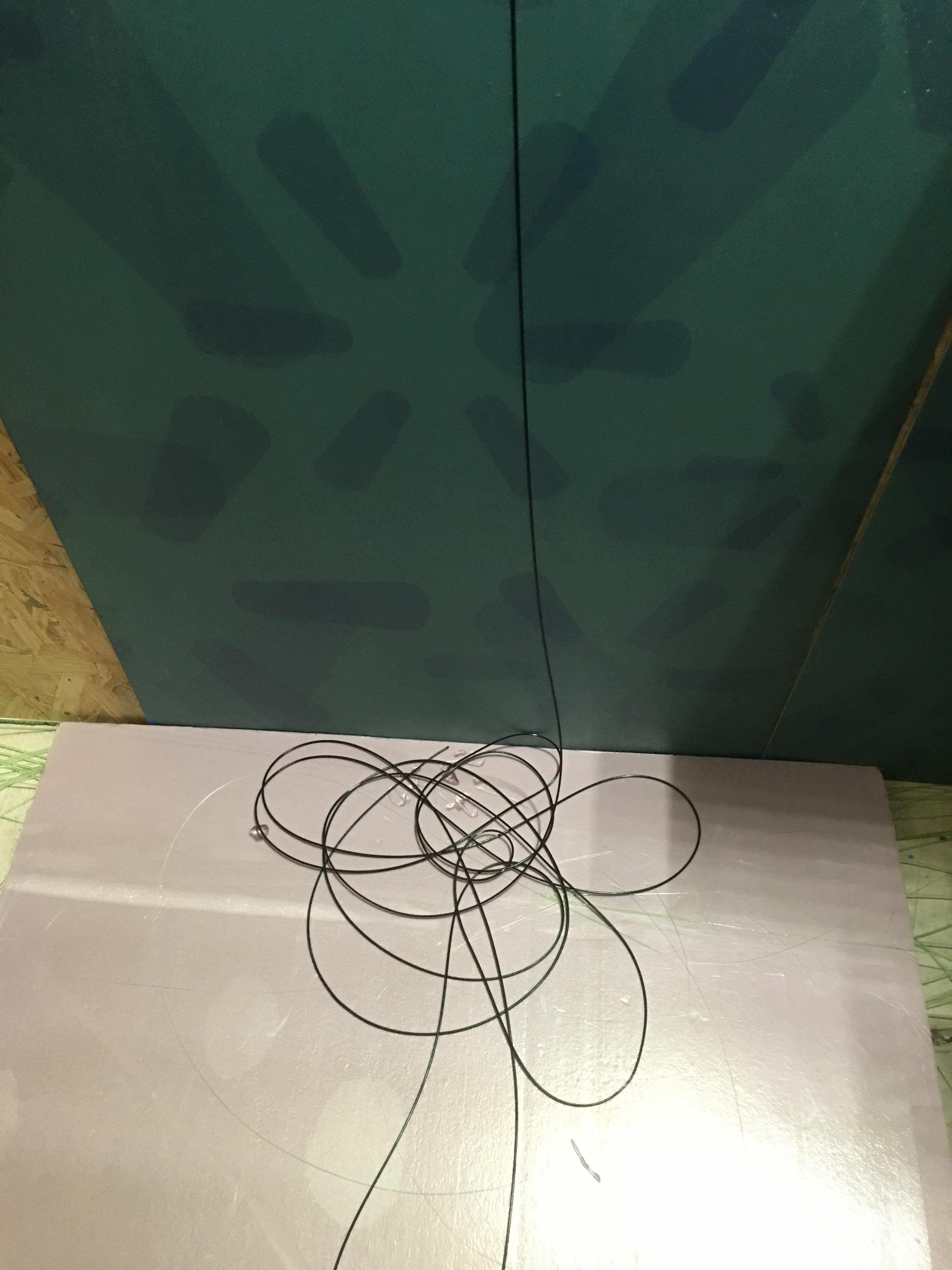
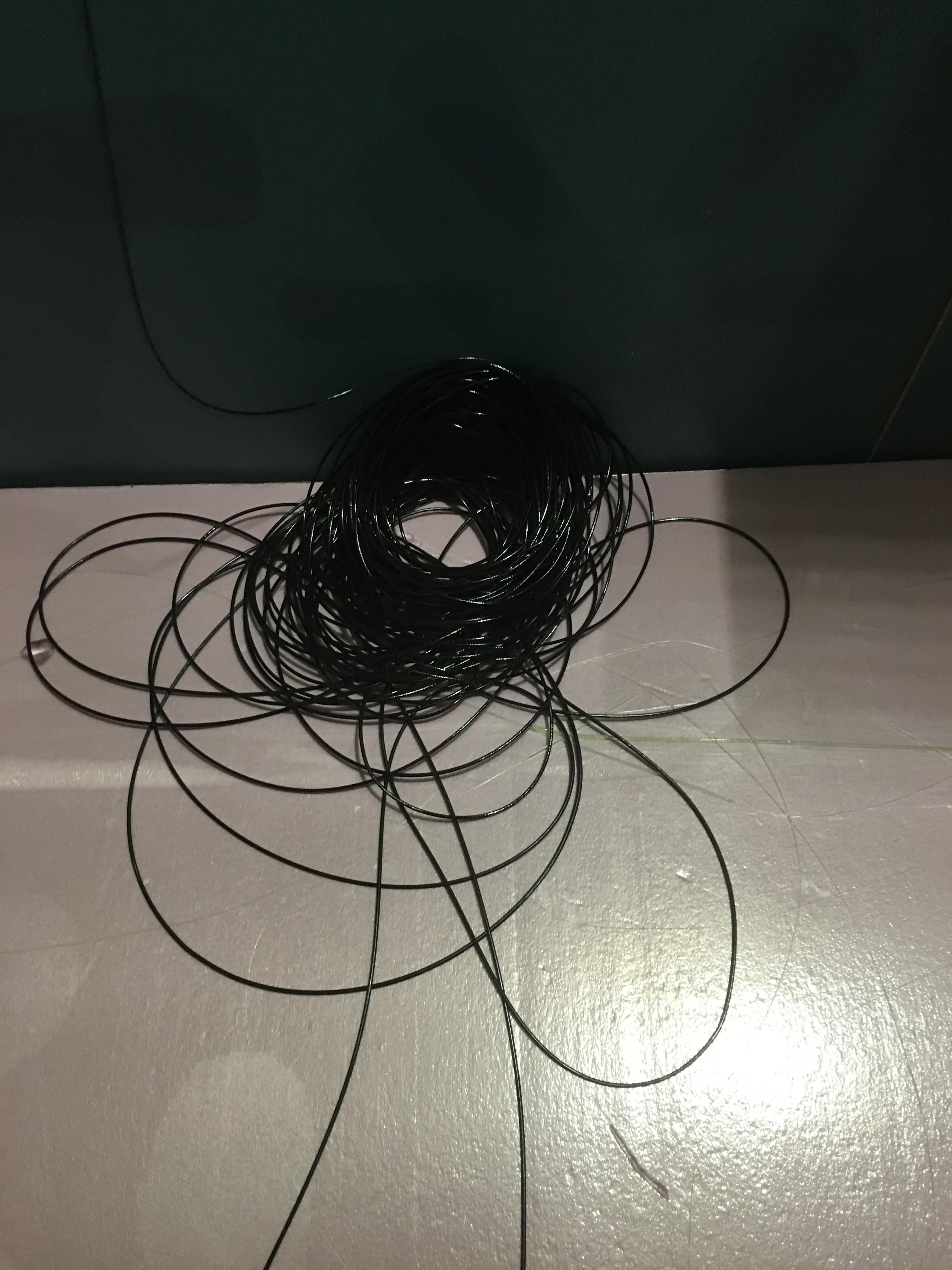
It was one of my easiest experiences controlling diameter. I tried a wide temperature wide of 150-175C (Edit: I actually found it worked better at higher temperatures and less of a drop. 196C and 30 inch drop worked well in a 2nd batch), and found it extrudes faster the higher the temperature, but for diameter the absolute best way to control it is simply varying how far it drops before it loops into a circle. It forms VERY small circles (as opposed to the wide radius of ABS) and lack of a twisting motion I think helps it maintain better diameter consistency. The feedback happens almost immediately - measure, too large? Raise the Filastruder up (or lower whatever the filament is landing on). Too small? Lower the Filastruder (or raise whatever it's falling on). It takes less than 30 seconds to have that section fall down enough to measure it and adjust again if needed.
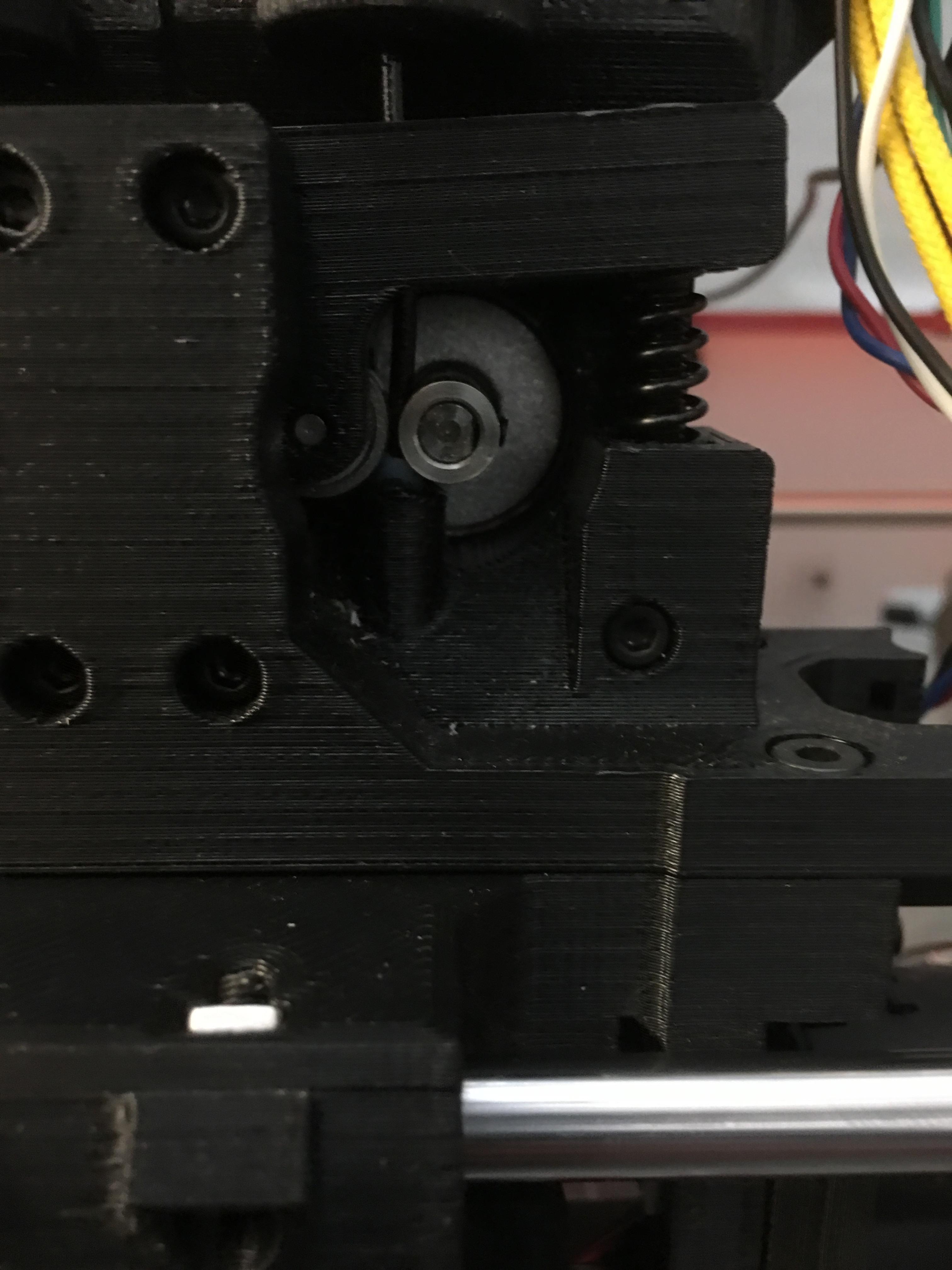
Extruding it out of the Filastruder was the easy part. Printing - now that's the hard part. It came off my glass bed very easy, almost like it was barely attached, yet it was attached well enough to not come loose during an hour long print (and it didn't curl up at the edges at all - so no warp). That means printing problems are the exact opposite of ABS - you don't have the warp, or bed adhesion to think about, but then it's all dependent on your extruder if you can print it or not. I have tried to print Ninjaflex before, and had similar problems. This stuff is slightly more flexible than even Ninjaflex, but to print Ninjaflex your extruder has to nearly be gap free everywhere so even if it's more flexible the difficulty is about the same (either your extruder has no gaps, or it does). It is definitely harder to print with than Semiflex or PCTPE since those aren't nearly as flexible. My E3D BigBox just continually failed - no matter the speed, even with retraction off and constant speed set. My modified DaVinci however succeeded. At first I tried producing filament that was slightly oversized (1.8mm average) thinking the larger the better - higher chance it won't exit the extruder somewhere other than intended. That just increased PTFE tube friction so then I went back and made some smaller 1.70mm-1.75mm (hard to know how accurate that is since it's flexible and the calipers will just keep reporting it lower if you are applying pressure) filament - that's what I eventually got to work on the DaVinci.
At first I had it all nice and neatly spooled. The friction is much higher as it goes through the PTFE tube, so I ended up just having it off a spool and letting it feed in as it needed to without going through a PTFE tube. This is something you could NEVER do with rigid filament, but it didn't tangle with flexible.
I found it extruded a lot easier after spraying some high heat canola oil on ABS, then running that through the hotend first. The high heat kind I found on Amazon (wasn't available locally) says it's good for up to 400-450F. Actually all I'm doing is oiling the PTFE tube that's inside the hotend and that shouldn't be coming anywhere near 450F (if it were then PLA could be clogging in it) so you might be able to get away with a lower heat kind if you can't find the high heat kind.
Here is the DaVinci printing with it (standard - can this printer print flexible - Octopus model) :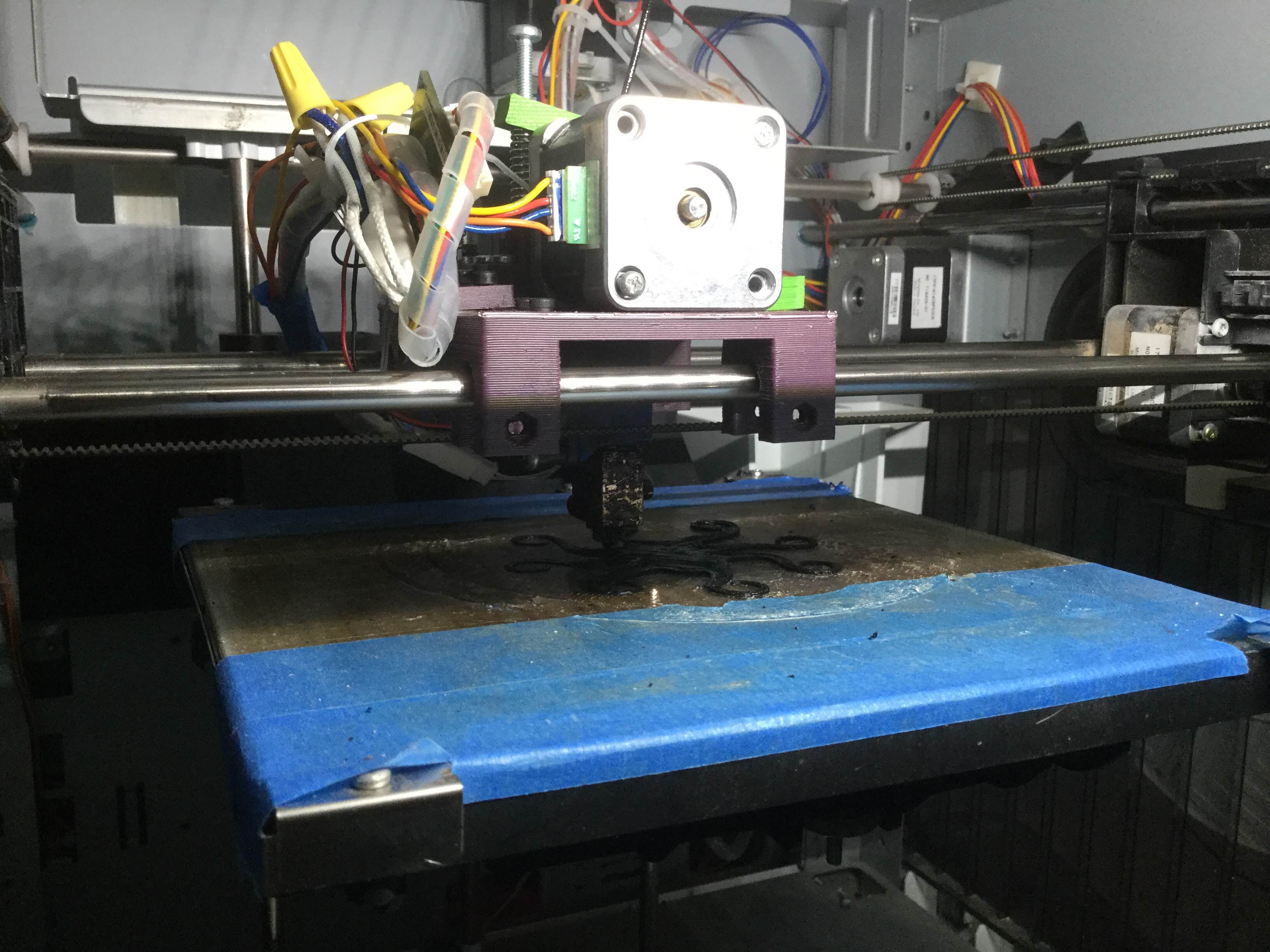
And here is the final result:
With it being black you don't see a lot of detail, but it is there. I need to try painting it (anybody here painted flexible before?) and seeing if the paint sticks and stays on when it's flexing. My cat got ahold of it, and sat there biting the leg and pulling on it. Then running around with it - so it's a hit there it seems (so much for all those bought toys that she never shows interest in).
What do I intend to do with it? Why would you want flexible filament? I'm planning on designing an adapter to connect my vacuum to a PVC tube. Instead of printing, decreasing size, printing, sanding, running tape around something to increase it's diameter - instead of all of that I can just roughly print something near the right size, then stretch it over both things I want to connect. I also plan to print a vacuum shoe for my CNC - if I use a door sweep it's too rigid - doesn't give enough as the CNC goes down into the wood. If I use some vinyl I had it's too thin - the vacuum sucks it inwards and dust escapes. With flexible filament I can experiment and find something with JUST the right wall thickness to not get sucked in towards the vacuum, yet has enough give that the CNC isn't using motor power on trying to just push the dust shoe down.