Topic: Strange Z-printing
There is something strange with my Z-axis when printing, after installing repetier.
Maby there is some settings to fix this?
No fun to get this on every layer.
Photo attached.

You are not logged in. Please login or register.
SoliForum - 3D Printing Community → XYZ Printing DaVinci → Strange Z-printing

There is something strange with my Z-axis when printing, after installing repetier.
Maby there is some settings to fix this?
No fun to get this on every layer.
Photo attached.

Looks very good to me. It looks like you have a slight under-extrusion at the layer change. So check on settings for that. Also, you can vary the layer change spot by using random layer starts. Some like that setting, I prefer the seam all in the same place.
Looks very good to me. It looks like you have a slight under-extrusion at the layer change. So check on settings for that. Also, you can vary the layer change spot by using random layer starts. Some like that setting, I prefer the seam all in the same place.
Thanx! Its the layerchange that nugging me alot.
So is it somewhere in here I should change something?
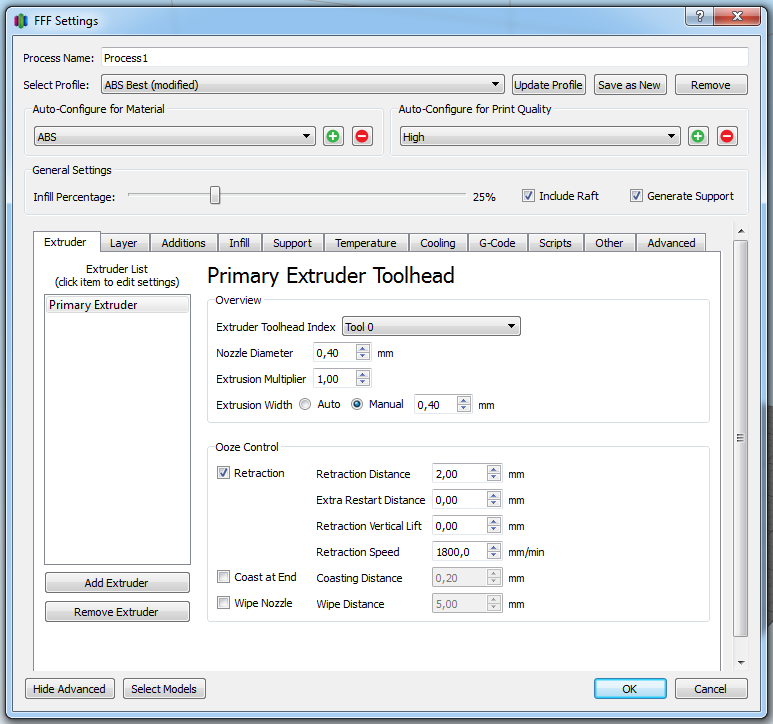
Assuming the model for the stl has decent wall thickness (assuming it's hollow) you should be able to improve the print regardless of the Height setting.
Two changes to consider (do one at a time and print a dozen layers to see what you get…)
Layer> Outline Direction - Inside-Out or Outside-In
Infill> Optimize Startpoints
Important: - In your printing process panel - you MUST click the Update Profile button after making a change, otherwise changes are not made to output... (if it say's Modified, you need to click)
[edit] Your extrude temp is too low - the part looks it and the end-tag at the tip should be melted and stringy. Temps very depending on brand of filament... Simplify has a good (newly released) Print Quality Guide... check it out
Assuming the model for the stl has decent wall thickness (assuming it's hollow) you should be able to improve the print regardless of the Height setting.
Two changes to consider (do one at a time and print a dozen layers to see what you get…)
Layer> Outline Direction - Inside-Out or Outside-In
Infill> Optimize StartpointsImportant: - In your printing process panel - you MUST click the Update Profile button after making a change, otherwise changes are not made to output... (if it say's Modified, you need to click)
[edit] Your extrude temp is too low - the part looks it and the end-tag at the tip should be melted and stringy. Temps very depending on brand of filament... Simplify has a good (newly released) Print Quality Guide... check it out
Thanx for the tips, I will try to change them.
Well, the changes are made without clicking on the "update profile" button, I have never clicked it and temps and settings are saved anyway, I have change temp, layer, infill, infill pattern etc etc and all is changed. =/
The temp is set to 223c and that seems to work fine for 3dprima filament, dont think it will work alot better with higher temperature for it?
Perhaps the reason / difference in the clicking update profile is Windows versus Mac (I use the Mac version and there are differences [more bugs in Mac version, too]). Curious - Have you looked/compared the resulting Gcode to verify the changes actually take place and not simply in the panel?
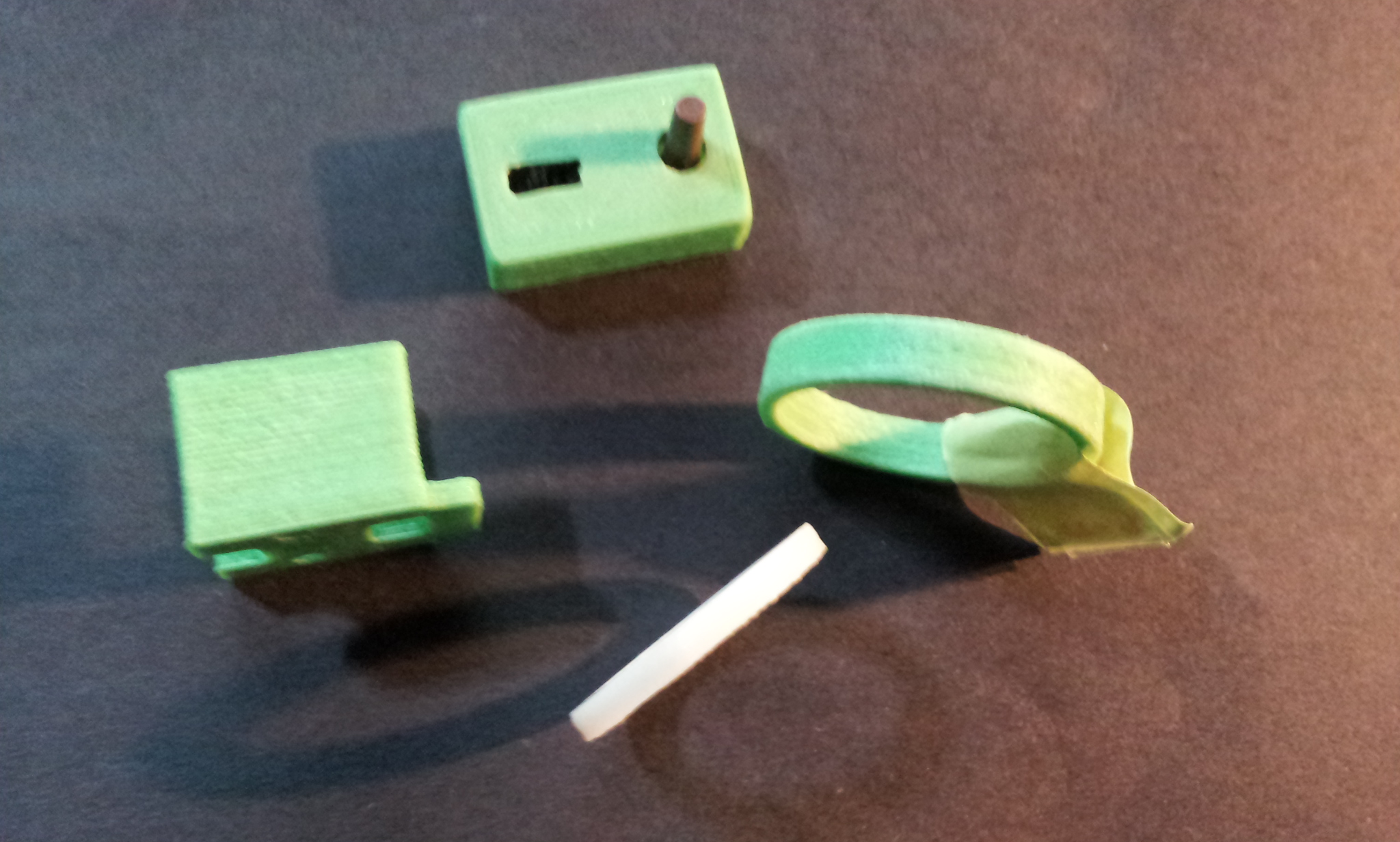
About temps: I print xyz brand filament at 235ºC and Shaxon at 245ºC and others (Hatchbox and eSun in those ranges too)...
Examples in photo: green=xyz brand, white=Shaxon. These are printed at H=0.3 and you can barely see the lines. They are thin wall parts...
Pump up the temps - try it. Can't hurt it and you can always stop the print.
Attached is a Simplify3D FFF file - Use the Import function in Menu, BUT, reduce the temps as they are currently set at 250ºC for my hacked extruder needs. Change them as suggested above - the other settings should give you a good print. The file has a couple of macros and Start & Ending scripts that may or may not work with import/export between Mac/Windows....
Perhaps the reason / difference in the clicking update profile is Windows versus Mac (I use the Mac version and there are differences [more bugs in Mac version, too]). Curious - Have you looked/compared the resulting Gcode to verify the changes actually take place and not simply in the panel?
About temps: I print xyz brand filament at 235ºC and Shaxon at 245ºC and others (Hatchbox and eSun in those ranges too)...
Examples in photo: green=xyz brand, white=Shaxon. These are printed at H=0.3 and you can barely see the lines. They are thin wall parts...Pump up the temps - try it. Can't hurt it and you can always stop the print.
Attached is a Simplify3D FFF file - Use the Import function in Menu, BUT, reduce the temps as they are currently set at 250ºC for my hacked extruder needs. Change them as suggested above - the other settings should give you a good print. The file has a couple of macros and Start & Ending scripts that may or may not work with import/export between Mac/Windows....
It might be a Mac vs Windows thing with the "update" button.
I always get a warp on my builds when I go up in temp. but I have change the gluestick to a better one so I might test to raise the temp a bit.
I have not compared the G-code, but the infill pattern, temps in the machinepanel and the look of my builds when changing between 0.1 and 0.3 is all there.
SoliForum - 3D Printing Community → XYZ Printing DaVinci → Strange Z-printing
Powered by PunBB, supported by Informer Technologies, Inc.